As shown in Figure 1, the gating system of many molds is designed with a buffer package at the inner gate of the feed runner. Here we discuss the role and pros and cons of using the buffer package.
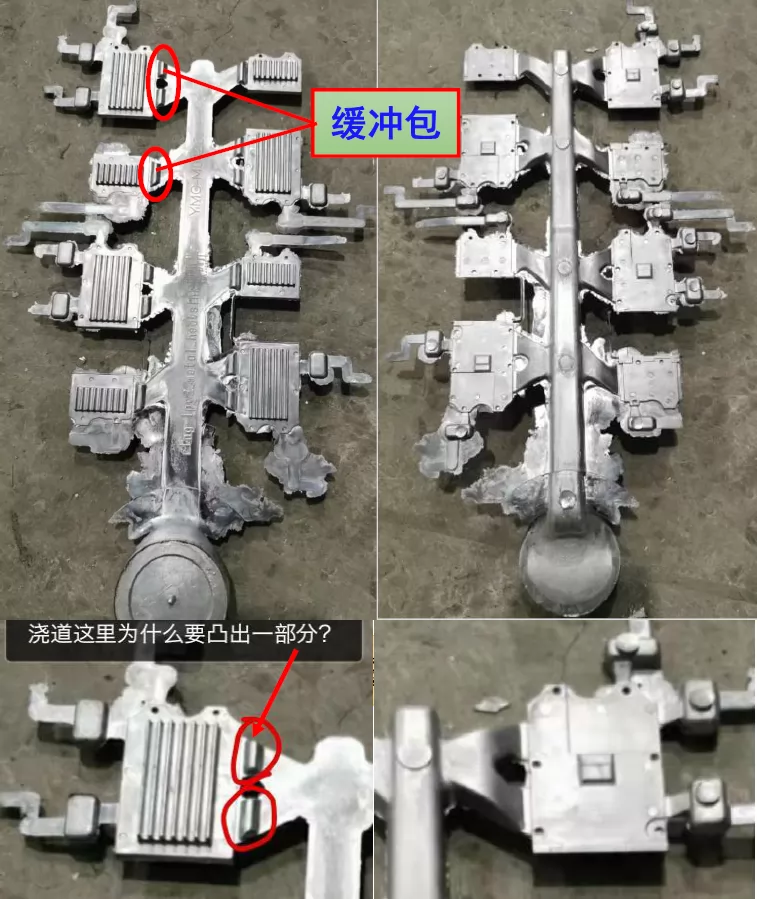
Figure 1 The inner gate is equipped with a buffer package
The beneficial effect of the raised buffer package at the inner gate
1. A bump buffer is set at the inner gate, which can change the direction of filling and spraying of the alloy liquid in the inner gate to adjust the flow direction of the alloy liquid in the mold cavity. Favorable alloy liquid fills the cavity smoothly in the predetermined direction. As shown in Fig. 2, the buffer bag at the inner gate is guided to allow the alloy liquid in the inner gate to flow to the side of the movable mold.
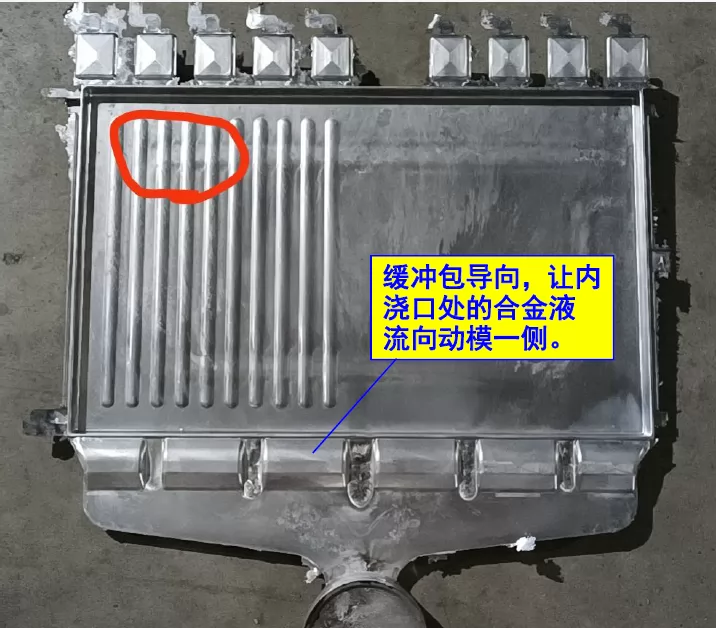
Figure 2 The buffer package guides the flow of alloy liquid to the side of the movable mold
2. The raised buffer package on the other side of the feed runner (see Figure 3) thickens the feed runner, delays the solidification and cooling rate of the runner, and prevents the chilled layer on the runner from being squeezed into the runner during pressurization and feeding. The gate can reduce the defects of cold and hard delamination at the inner gate.

Figure 3 The buffer package thickens the feed runner
3. The buffer package stores more alloy liquid (see Figure 3), which will slow down the solidification of the inner gate, prolong the feeding time of the inner gate, and help reduce the shrinkage and porosity of the casting.
4. Use the buffer package to adjust the flow direction of the inner gate, so that the inner gate does not directly rush to the cavity, at least it can be changed to diagonally rush to the cavity or core to reduce mold erosion.
The harmful effect of the bump at the inner gate
1. The buffer package will make the alloy liquid flow unevenly near the inner gate, which will increase the pores of the inner gate fracture (see Figure 5), especially the thick inner gate will have more pores.
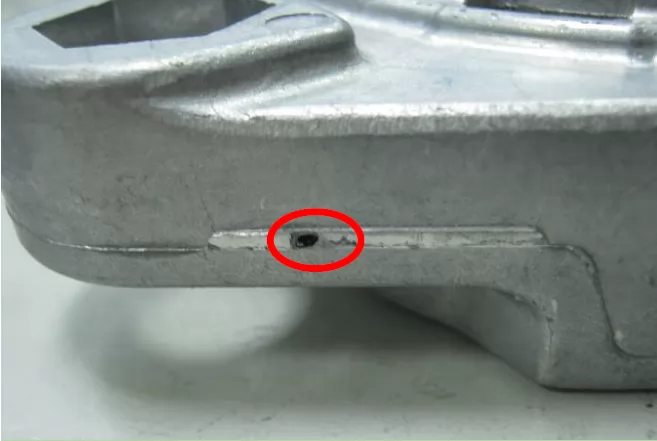
Figure 5 Air holes at the gate
2. The temperature of the mold near the gate in the feed runner will be too high. The part of the buffer package cools and solidifies slowly, the aluminum water is sucked backwards, and the possibility of shrinkage in the section of the inner gate increases (see Figure 6). At this time, it is necessary to strictly control the pressurization time of die-casting.
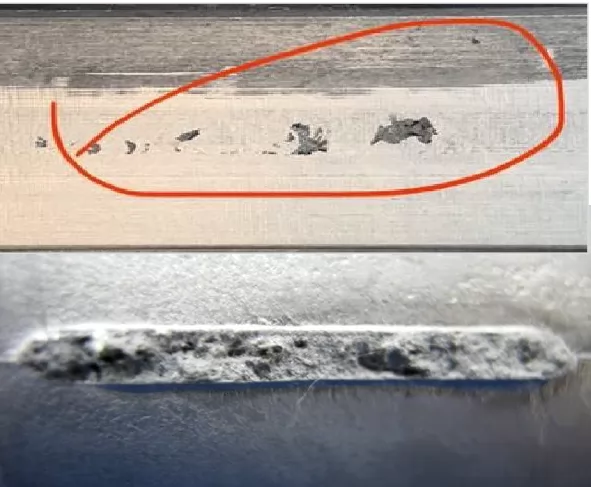
Figure 6 Shrinkage at the gate
3. If the inner gate part of the crystal production needs finishing, the buffer package will make the shrinkage of the inner gate appear more obvious. Therefore, if the gate part of the production crystal needs to be finished, do not use the buffer package.
4. Use the raised runner as a buffer package for the feed runner to buffer the flow of the alloy liquid. This is a common method used by sand casting engineers. The alloy liquid poured by sand casting has a low flow rate, good exhaust of the runner and cavity, and the alloy liquid is not easy to entrain gas.
If the buffer package is used for die-casting, the die-casting alloy liquid flows fast in the feed runner. The buffer package causes the alloy liquid to roll and fluctuate in the feed runner, which not only affects the smooth flow rate, flow energy, and pressure transmission, but also causes the alloy to flow. Liquid entrainment, air suction (see Figure 8), oxidation and slag inclusion defects (see Figure 9). And will make the buffer package guide to change the flow direction of the alloy liquid.
Figure 8 The pores of alloy liquid suction
Figure 9 Oxidation and slag inclusion in the gate
5. The buffer package will change the filling injection direction of the inner gate, as shown in Figures 3 and 10. The buffer package will affect the serious filling of the deep cavity of the mold into the deep cavity of the mold.


Figure 10 The inner gate is equipped with a buffer package
6. The buffer package will also reduce the speed of the low-speed flowing alloy liquid here too much, causing the alloy liquid to solidify prematurely in the inner gate, forming a cold barrier defect in the inner gate (see Figure 11), and premature sealing. The gate in the wall affects the normal filling of the gate. Especially for thick-walled parts, it is necessary to fill a part at a low speed before starting high-speed injection, which has a greater impact.

Figure 11 The cold isolation phenomenon of the inner gate
7. It should be noted that in order to slow down and buffer and reduce the impact during the die casting process, it is generally only necessary to adjust the high-speed injection speed of the low-pressure casting machine. Because the size of the impact is mainly related to the speed and flow rate of the alloy liquid and the gas flow in the runner.

.png)


.png)
.png)
.png)

.png)


.png)

.png)

 +86-574-83008051
+86-574-83008051 sales@innovaw.com
sales@innovaw.com







.png)

