Abstract|Numerical simulation of alloy rheological deformation can effectively predict the filling and solidification process in semi-solid forming. The pressure field, velocity field, solid phase distribution, filling speed, filling temperature, and defects in the forming process are analyzed. Process and design-related program optimization provides relevant decision-making assistance. The theoretical basis of numerical simulation technology of alloy rheological deformation in recent years is reviewed, as well as the research progress and future development direction of rheological deformation alloys at home and abroad.
The semi-solid slurry breaks the traditional casting forming mode, can form spherulites, can effectively reduce internal defects, improve the mechanical properties of the alloy, and has a lower forming temperature, the thermal shock of the mold is relatively small, and the use of the mold is relatively small. Lifespan is extended. Due to the characteristics of less energy consumption, lower cost and better quality, semi-solid rheological forming has gradually become the main trend of semi-solid forming technology development and technology promotion. The process of semi-solid rheological formation is a complex process involving the changes of various physical fields, such as temperature field, stress field, flow field, velocity field and so on. Because the semi-solid rheological forming technology combines many advantages of traditional casting, forging and other processing methods, it has been successfully applied to the lightweight design and production of transportation, aerospace and other fields, and has good application prospects.
The semi-solid rheological forming process has a high temperature, and the internal changes during the test process are difficult to observe. The computer simulation technology can be used to simulate the filling and solidification processes of semi-solid forming. Through computer simulation, the test cycle can be effectively shortened, the material consumption can be reduced, and the experimental danger can be avoided. It can predict the change law of the physical field quantities of the semi-solid slurry during the rheological deformation process and the possible positions and types of defects in the components, which has important guiding significance for the optimal process parameter design and scheme optimization of rheological deformation.
1 Establishment of mathematical model for numerical simulation of rheological deformation
The filling process of semi-solid metal is an incompressible and unsteady flow process. In the filling process, when the solid phase rate is greater than 40%, the flow is generally laminar flow. The flow control equation in the filling process adopts the energy conservation equation. , Momentum equation, Continuity equation, Volume function equation.
2. Research status of numerical simulation of rheological deformation
SEYBOLDT C et al. used the melting point difference of AlSi7Mg0.3 and AlMgSi1 alloys to control the temperature difference between the two materials at 50 °C by magnetic field heating. The joint parts of various alloys are mixed into a uniform semi-solid state. The combination of experiment and ANSYS numerical simulation method is used, and the method of electromagnetic induction heating is used to prepare slurry. Field distribution law. It is worth noting that since the calculation process ignores the thermal conductivity of the slurry, the mold and the environment, there is an obvious difference between the calculated heating time and the actual heating time.
Hu Nan et al. took the wheel hub as the research object (see Figure 1), used ProCAST to simulate the flow field and temperature field changes of the semi-solid slurry filling process under high solid fraction (greater than 40%) to explore the law, and used the orthogonal test method. (See Table 1 for the selection of various factors and levels) to obtain ideal process parameters. It was found that the slurry flow was laminar during the filling process, and there was no entrained air and eddy current. At the same time, the internal defect volume of the aluminum alloy wheel hub was small. X-ray inspection found that the defects in the wheel hub were basically eliminated.

Figure 1: Structure diagram of aluminum alloy automobile wheel hub
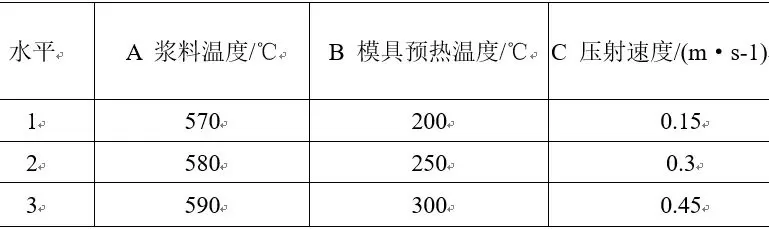
Table 1: Factors and Levels of Orthogonal Tests
Li Daozhong et al. took the wheel hub as the research object, and used semi-solid rheological squeeze casting instead of traditional casting to produce the test wheel hub (see Figure 2). Affect the law. It is found that the pouring temperature of the semi-solid slurry has the greatest influence on casting defects, followed by the injection speed, and the mold preheating temperature is the smallest; the optimal process parameters: the injection speed is 0.07m/s, the pouring temperature is 595℃, and the mold preheating temperature is is 225°C.
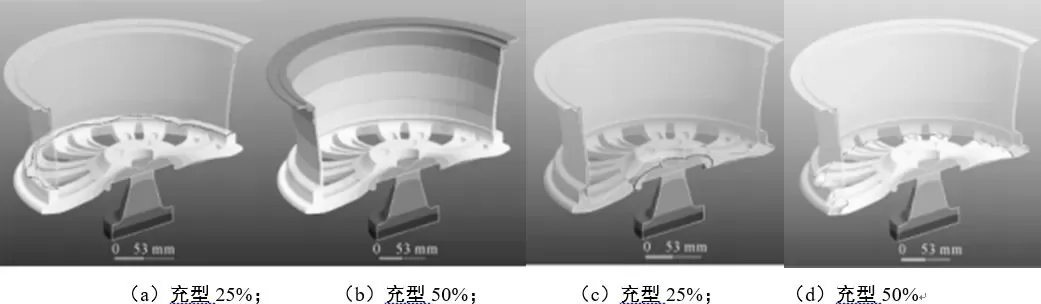
Figure 2: Filling process of semi-solid slurry
Zheng Peng et al. used Flow-3D software to study the production process of A357 aluminum alloy semi-solid rheological die-casting connecting rod parts, and studied the injection pressure and injection speed to simulate its filling and solidification process, and carried out the experiment. verify. The results show that with the increase of injection pressure and injection speed, the rheological behavior of semi-solid slurry changes from laminar flow state to turbulent flow state; at the same time, with the increase of injection pressure and injection speed, the casting produces pores probability also increases. Cen Yao et al. used ProCAST software to simulate the crankshaft of a four-cylinder diesel engine, and used orthogonal tests to analyze the influence of pouring temperature, injection speed and initial mold temperature on the mechanical properties and defects of castings, and obtained the optimal process parameters: The pouring temperature was 625°C, the injection speed was 3.5m/s, and the initial mold temperature was 400°C.
Gao Qian et al. used ProCAST to numerically simulate the production process of 7075 aluminum alloy and 4.5%TiB2/7075 material rheological die-casting wheel hub, and studied the influence of mold temperature and pouring temperature on the porosity of castings. The results show that the filling process of rheological casting is more stable than that of liquid casting. The porosity of the hub increases with the decrease of the mold temperature, the maximum hot crack index decreases with the decrease of the pouring temperature, and the change of the porosity is small. Gao Qian et al. [17] used ProCAST software to numerically simulate the process of preparing TiB2/7075 semi-solid slurry from a serpentine tube, and obtained the appropriate temperature of the serpentine tube, pouring temperature and the number of bends of the serpentine tube. The tube holding temperature is 400°C, and the semi-solid slurry can be obtained when the pouring temperature is 670°C. According to the process parameters obtained by numerical simulation, the rheological squeeze casting test was carried out, and a good spherical crystal structure could be obtained. Guan Renguo et al. used the alloys in the roll-shoe cavity and the mold cavity as the research objects to establish a three-dimensional model, and then used ANSYS software to analyze the temperature field and flow field in the process of continuous rheological extrusion of AZ31 magnesium alloy. Numerical simulation of the impact was carried out to explore the law of its impact. In order to obtain excellent semi-solid metal slurry, the pouring temperature is determined to be 710~770 ℃; when the alloy moves in laminar flow in the roll-shoe cavity, the closer the alloy is to the inner surface of the work roll, the greater the movement rate of the alloy; in order to improve the mold cavity For the non-uniformity of the flow velocity of the inner metal, the expansion angle is preferably 45°. RAGAB KA et al. used Procast simulation software to study the semi-solid forming technology of A357 aluminum alloy, designed four control arm models with different structures, and used ProCast software to simulate and visualize the flow field distribution and solidification characteristics of semi-solid metal slurry during flow forming. The turbulent flow and solidification defects are predicted, and an optimization scheme is proposed.
Zhou Bing et al. used the self-developed forced convection rheological forming equipment to make 7075 aluminum alloy semi-solid slurry, observed the state of the microstructure of the semi-solid slurry at different stirring rates, and carried out numerical values for the preparation process of the semi-solid slurry The simulation (see Figure 3) was conducted to study the flow characteristics of the semi-solid slurry in the device and the influence of the stirring speed on the temperature field and solid phase rate of the slurry. It is found that in the process of making semi-solid slurry, there is a relatively complex convection state inside the forced convection rheological device, which obviously changes the temperature field distribution and solid phase ratio of the slurry; it is found that if the convection intensity is increased, there will be It is beneficial to reduce the gradient of its undercooling and improve the distribution of primary grains.
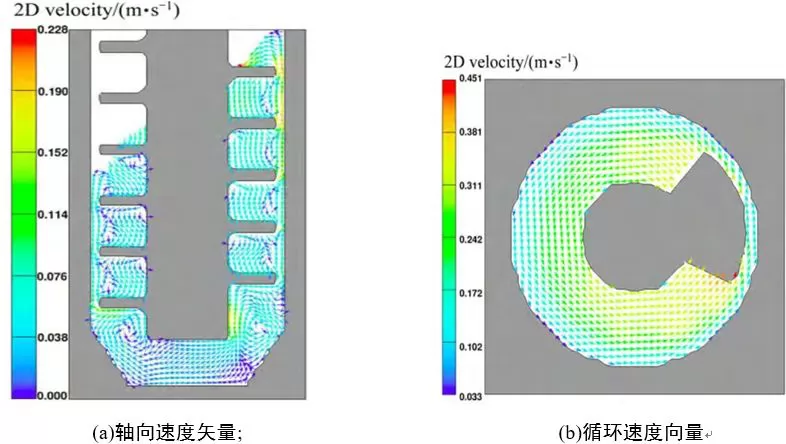
Figure 3: Flow velocity field distribution of 7075 aluminum alloy melt in FCR device
DAS P et al. established a computational fluidics (CFD) model to study the filling and solidification process of A356 aluminum alloy semi-solid slurry in a rheological pressure die casting (RPDC) system. The filling cavity used for the test mold corresponds to the automobile Filling cavity of steering knuckle. Through theoretical analysis and experiment of CFD, the rheological model for CFD simulation is determined. The viscosity change, flow field, solid fraction distribution of the slurry in the mold cavity and the distribution of the temperature field and pressure field during the solidification process in the mold cavity are obtained by computer numerical simulation. The main purpose of this study was to determine the pouring temperature and injection conditions to obtain ideal microstructure and mechanical properties. Hu Yong et al. took the semi-solid slurry of Mg2Si/AM60 material as the research object, carried out numerical simulation of its filling and solidification process, predicted possible defects, and conducted experiments on the semi-solid rheological deformation process, which is a rheological die-casting process. Process provides data and technical reference. The results show that: in the liquid-phase filling process, the pressure changes are disordered and irregular, and there is no regularity to follow; while in the semi-solid filling process, with the movement of the semi-solid slurry in the direction, the pressure shows a gradual weakening. The trend is to produce a back pressure that is very beneficial to slurry filling; and it can effectively reduce or even avoid shrinkage cavities and shrinkage porosity in the liquid filling state. The experimental results are basically consistent with the simulation results, and it is verified that the quality of semi-solid rheological forming is better than that of liquid forming. Fang Yuanming et al. used Magmasoft software to simulate the mold filling and solidification process of 7075 aluminum alloy automotive connecting rod castings (see Figure 4), and optimized the simulation process. On this basis, rheological die casting experiments were also conducted. It is found that the existing simulation model can better reflect the filling and solidification process of 7075 alloy under different die casting process parameters. When the injection speed (see Figure 5) is 3m/s and the mold temperature is (see Figure 6 ) at 150 °C, castings with no or negligible defects can be obtained. Using the optimized and simulated process parameters, the rheological die-casting and ordinary die-casting tests of the 7075 aluminum alloy connecting rod were carried out again. The tissue is characterized by large, non-uniform and disordered particles.
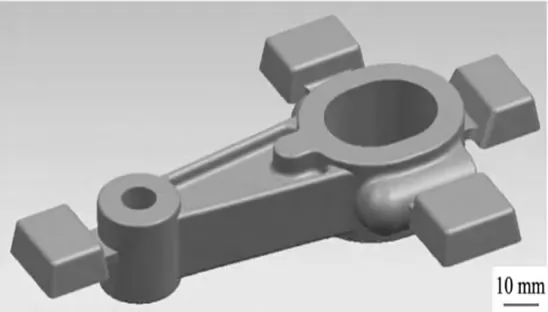
Figure 4: 7075 aluminum alloy connecting rod die casting
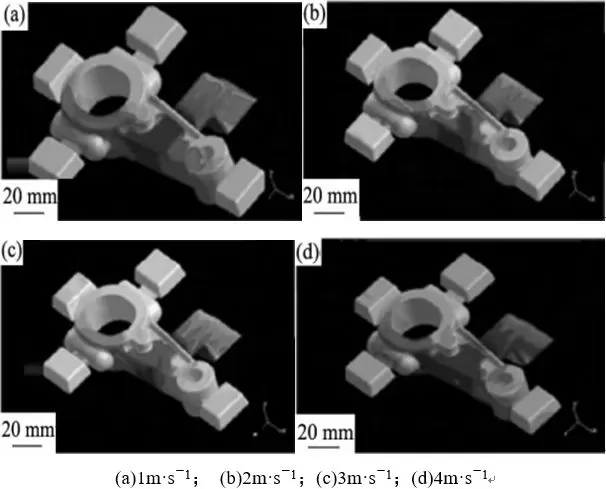
Figure 5: Filler material analysis of castings with different injection speeds
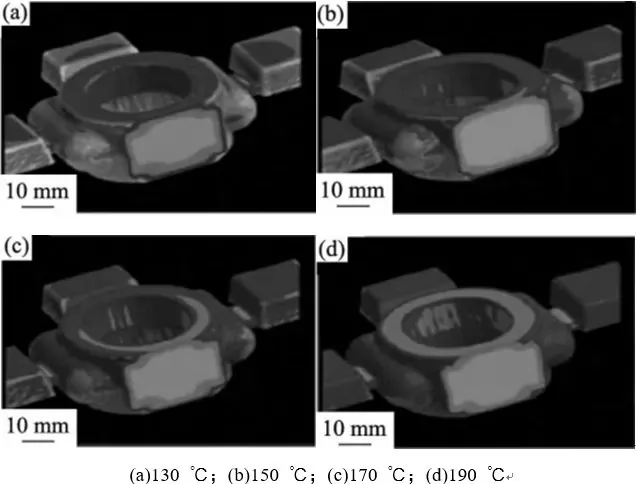
Figure 6: Temperature gradient distribution during solidification at different mold temperatures
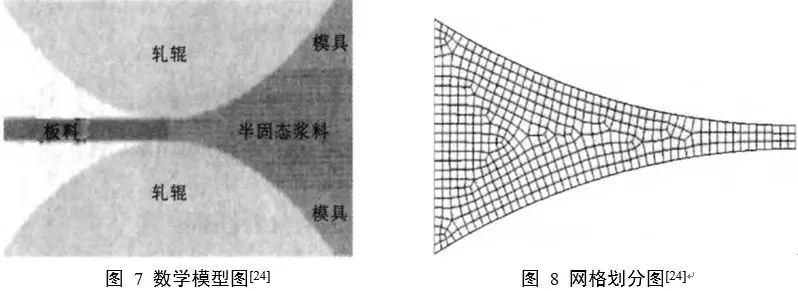
Zhang Ying et al. studied the flow and deformation of semi-solid slurry under the action of external force (see Figures 7 and 8), and used Fluet software to numerically simulate the rheological casting and rolling process of AZ3l semi-solid magnesium alloy, respectively. Four different viscosity models were analyzed, and the migration rate diagram, viscosity distribution diagram and temperature field of magnesium alloy casting and rolling solidification process were obtained. decrease with increasing shear rate. The results show that the simple isothermal steady-state viscosity model is suitable for solidification simulation under a wide range of shear rates, and the ideal viscosity model under this condition is the Carreua viscosity model.
To sum up, after decades of development and exploration, numerical simulation of semi-solid rheological deformation has been greatly developed with computational fluid dynamics software. Researchers have independently developed a variety of models for simulating the flow of semi-solid slurry by using commercial software or based on existing rheology software. Under the process parameters such as injection speed and pouring temperature, the influence law of semi-solid slurry filling and solidification process can better solve the problem of segregation between spheroidal crystal structure and grains of castings; ② Simulate semi-solid flow into The flow field and temperature field of the forming and filling process can predict the location and severity of turbulent flow and sinking defects in the casting; 3. Through numerical simulation, different viscosity models are used for analysis, and the shear rate of the alloy solidification process is obtained. Figure, viscosity distribution diagram and temperature field, to obtain the best viscosity model; ④Through numerical simulation, the casting process can be optimized, and simulations that are more suitable for actual production requirements and intuitively present the flow behavior in the multiphase flow process can be made. As a result, it provides a reference for the actual production process for more accurate prediction of the multiphase flow process.
3. Prospects for numerical simulation of rheological deformation
Common models based on fluid mechanics are VOF model, Mixture model, eulerian model and Wet Steam model. In semi-solid rheological formation, the most commonly used model is the VOF model, which can fully simulate the filling process of liquids. Numerical simulation can effectively simulate filling, pore distribution, defects, viscosity analysis of slurry during flow, thermal stress, temperature field changes, etc. during the test process, providing technical services for large-scale production, and can further improve injection Process parameters such as speed and pouring temperature.
However, due to the complex and changeable process of semi-solid rheology, the related research is relatively slow. At present, the formation process of semi-solid rheology is still in the cloud map stage, which cannot reflect the specific flow process of the microstructure of semi-solid slurry. Therefore, the microscopic modeling of semi-solid slurry is the key to future research, and there is still a lot of work to be done in this part of the research. With the rapid development of numerical simulation technology, the establishment of stable data analysis based on numerical simulation plays an increasingly important role in guiding industrial production. In particular, the wide application of big data technology, new languages such as PYTHON, and the upgrade of 3D modeling software can optimize the 3D model and simulation analysis process, and provide effective support for the numerical simulation of semi-solid rheological deformation.

.png)


.png)
.png)
.png)

.png)


.png)

.png)

 +86-574-83008051
+86-574-83008051 sales@innovaw.com
sales@innovaw.com







.png)

