The solution and aging T7 heat treatment of AlSi10MnMg alloy test rods was introduced. The influence relationship model between heat treatment process parameters and mechanical properties of castings and the optimal heat treatment process parameters were obtained through the minitab experimental design and response optimization tool. Ontology slice verification of automobile beam structure confirms the validity of the optimal parameter combination.
With the development of new energy electric vehicle technology, body structural parts tend to be large, thin-walled, high-strength, and high-tough. These structural parts are mostly made of aluminum alloys, which are formed by high-vacuum die-casting, and finally heat-treated to obtain structural parts that are lightweight and high-strength. There has been a lot of research on the die casting and heat treatment process of body structural parts such as shock towers, longitudinal beams, and cross beams. Studies have shown that there is a complex relationship between the mechanical properties of die castings, material components, internal pores, and heat treatment processes. For example, under certain temperature conditions, appropriately increasing the solution temperature can increase the yield strength, but it will increase the surface bubbles of the product. Different combinations of heat treatment processes and sampling of the die casting itself have problems of instability. Therefore, it is necessary to fix the alloy composition and internal quality as much as possible to study the influence of different heat treatment process parameters on the mechanical properties of die castings, and to clarify the specific relationship model formula.
AlSi10MnMg aluminum alloy has good casting properties and mechanical properties, and is widely used in thin-walled and complex automotive structural parts. This topic combines the development of a heat treatment process for automotive beam structural parts, and systematically introduces the use of the same die-casting batch of standard test bars , Between the actual heat treatment equipment and the controllable solid solution, aging temperature and time (production efficiency) of the product, through experimental design and optimization, the optimal heat treatment process parameters are sorted out to provide a reference for the development of new product heat treatment process plans.
1 Basic introduction of the product
The beam structure is die-cast using a 44 000 kN die-casting machine with high vacuum. Considering its complex structure, the density and gas content of the internal quality have a great influence on the mechanical properties of the sample body, so the sample body needs to be taken from the water tail, the middle and the vicinity of the nozzle. The sample body is cut by wire, see Figure 1.
The test bar used for the test is a type A tensile specimen as shown in Figure 2. The test bar is die cast in the same batch as the die casting and cannot be bent and straightened.
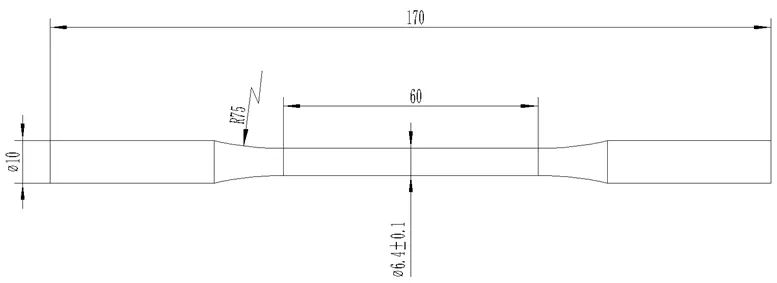
Figure 1: Schematic diagram of bulk sample size
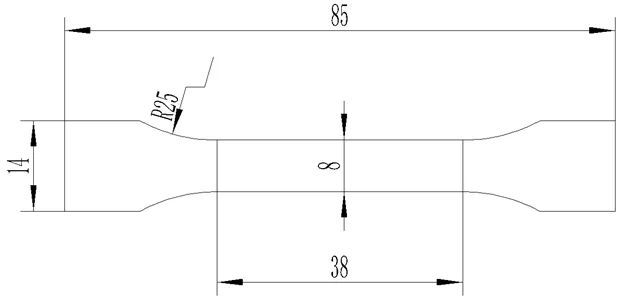
Figure 2: Schematic diagram of tensile test bar dimensions
In order to ensure the consistency of the heat treatment process of test bars and die castings, they need to be placed on the same heat treatment tool together, heat treated in a heat treatment continuous furnace, and mechanical properties tested by a universal tensile testing machine. The mechanical properties requirements are shown in Table 1.

Table 1: Requirements for mechanical properties of specimen bodies and test bars in the as-cast state
2 Experimental design and analysis optimization
2.1 Experimental Design
Under the premise of a certain material composition, the internal gas content of the die casting is inversely proportional to the mechanical properties, and the mechanical properties of T7 are better than those of T5 and T6. Therefore, the Minitab software uses a two-level design (solution temperature, solution time, air quenching, aging temperature, and aging time). The design variables within the T7 heat treatment process range are shown in Table 2.
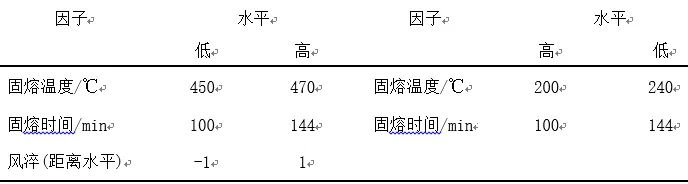
Table 2: Two-level value settings of design variables for T7 heat treatment experiments
In order to fully study the influence of the interaction of various heat treatment parameters on the mechanical properties, a full factorial design with five factors and two levels was adopted, and in order to understand the mutual bending positions, a CCD center composite experimental design was further selected, and all factor items were not confused. , see Table 3.

Table 3: Full factorial experimental design
In order to reduce the influence of the product and the position of the heat treatment tooling on the test results, the same batch of A-type test bars was directly used for the test with different combinations of heat treatment test parameters. The mechanical properties measured by the universal tensile testing machine are shown in Table 4.

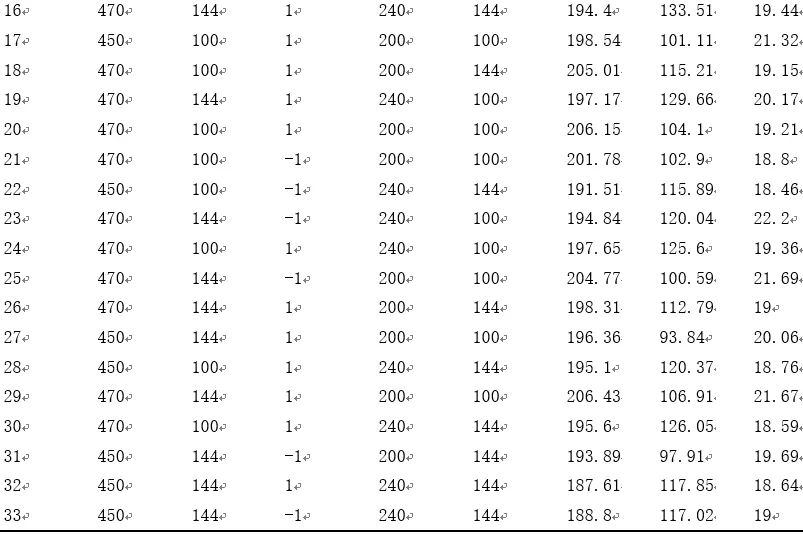
Table 4: Full factorial experimental design and mechanical properties
2.2 Test analysis
Use Minitab to perform factor analysis on all items of tensile strength, yield strength and elongation, respectively, and obtain the Pareto diagram for each mechanical property as shown in Figure 3 to Figure 5, but no P value appears in the factor analysis results, and it needs to be carried out according to the Pareto diagram. The model is reduced to free up degrees of freedom and the residual error is calculated to calculate the P value. Only D, A, C, E and AE interactions are retained for tensile strength; only D, A, C, E, AB, B are retained for yield strength; only E, B are retained for elongation; in addition, from Figure 3 It can be seen from Fig. 4 that the aging temperature D has the greatest influence on the tensile strength and yield strength, followed by the solution temperature A. It can be seen from Fig. 5 that the aging time E and the solid solution time B have the greatest influence on the elongation.
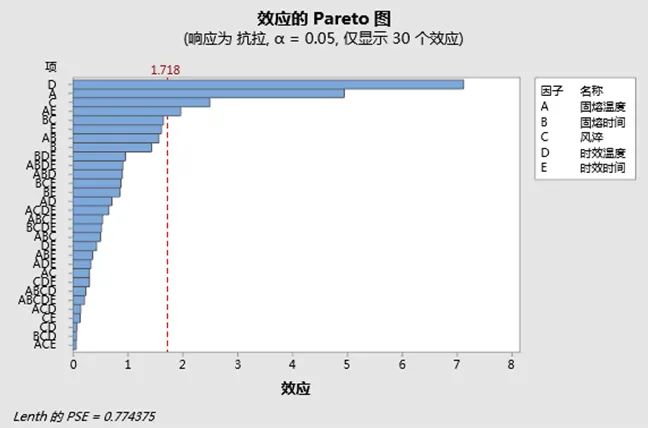
Figure 3: Pareto plot of all terms in response to tensile strength
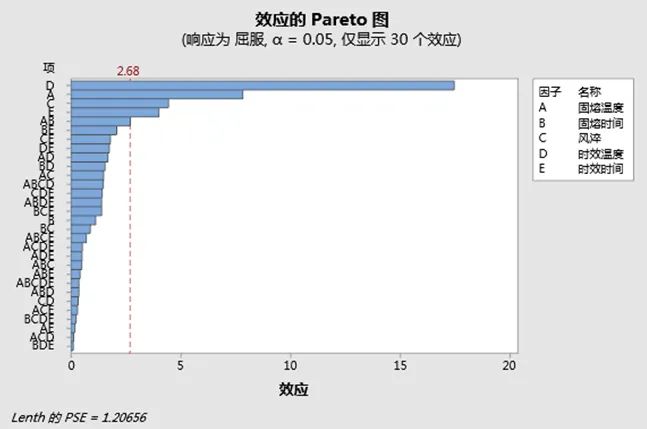
Figure 4: Pareto Plot of All Terms Response to Yield Strength
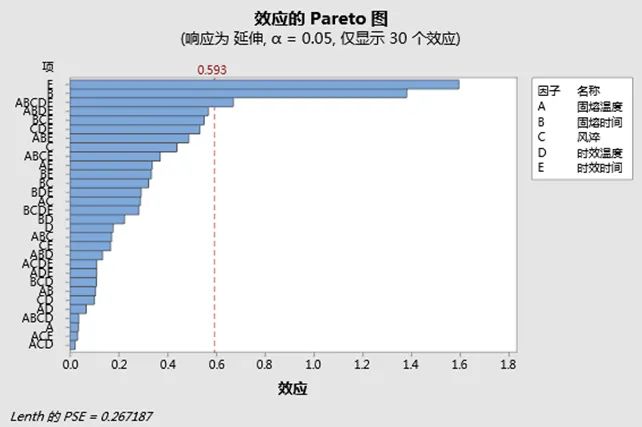
Figure 5: Pareto plot of response of all terms to elongation
2.3 Experiment optimization
The reason test is that the full factor two-level test including the center point can not get the P value. After simplifying the model, it is found that the yield bending residual error P is 0, which is less than 0.05. It is judged that the surface effect is significant, but it is not clear which factor produces Because of this surface relationship, the overall model needs to be further modified, and the axis point is added on the premise of retaining the center point. The added heat treatment parameters and mechanical properties are shown in Table 5.
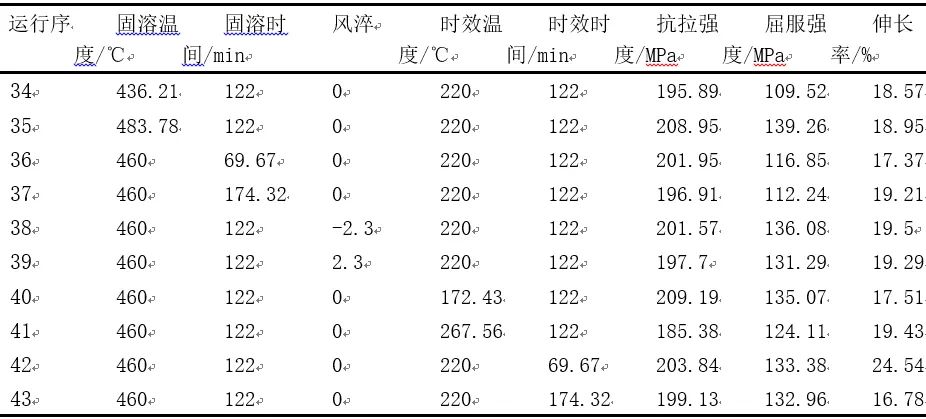
Table 5: Experimental design scheme and mechanical properties results for adding pivot points
After adding the pivot point data, continue to use minitab to analyze the response surface of the data, and cut down and simplify the data with P greater than 0.05 to obtain the regression model of various mechanical properties as follows:
Tensile strength=-197+0.801*solution temperature-0.0367*solution time+5.29*wind quenching+0.527*aging temperature+2.021*aging time- 0.001645*aging temperature*aging temperature-0.00448*solution temperature*aging time -0.0375 solution time*air quenching
Yield strength=-236.8+0.453*Solid solution temperature+1.459*Solid solution time+0.2926*Aging temperature-0.00610*Solid solution time*Solid solution time
Elongation = 21.62 + 0.02780 * solution time - 0.04616 * aging time
The response optimization parameters are shown in Table 6. It can be seen that the tensile strength, yield strength, and elongation are maximized. The lower limit is set as the minimum required for the mechanical properties of the test bar, and the target is the upper limit. Finally, the final refined model is obtained. The multi-response optimization is shown in Figure 6.

Table 6: Response Optimization Parameters
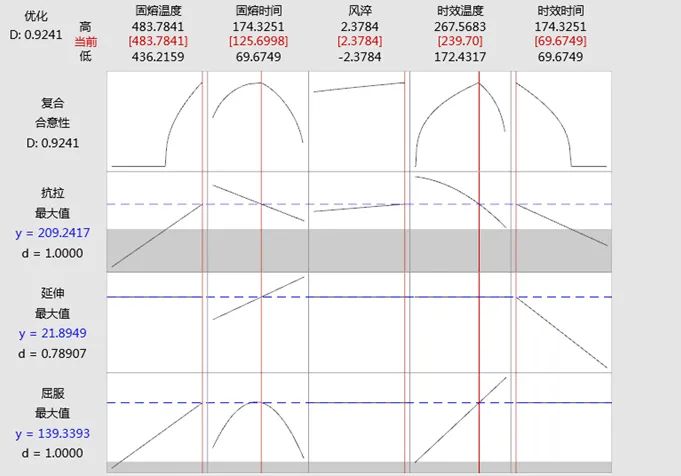
Figure 6: Multiple Response Prediction Plot
It can be seen from Figure 6 that although the simplified model reduces many insignificant interaction factors and improves the overall composite desirability, it also greatly compresses the range of predictable heat treatment parameters. Generally, it is defined that the composite desirability is greater than 0.85 and is considered a prediction. is effective, so the experimental optimization results have the disadvantage that the prediction range is not large. The prediction diagram can only be used for the optimal parameter combination, namely, the solution temperature is 483 °C, the solution time is 125 min, the air quenching volume is adjusted to the maximum, the aging temperature is 240 °C, and the aging time is 69 min. In the next round of experiments, the level difference of each factor can be appropriately increased, and the scope of factor analysis of the experimental design can be increased.
2.4 Test verification
Finally, use 2 (A, B) beam structural products and 3 A-type test bars (1#, 2#, 3#) for production verification with optimal heat treatment parameters. , ③) The product is sliced and stretched, and the mechanical properties measured by the universal tensile testing machine are shown in Table 7.
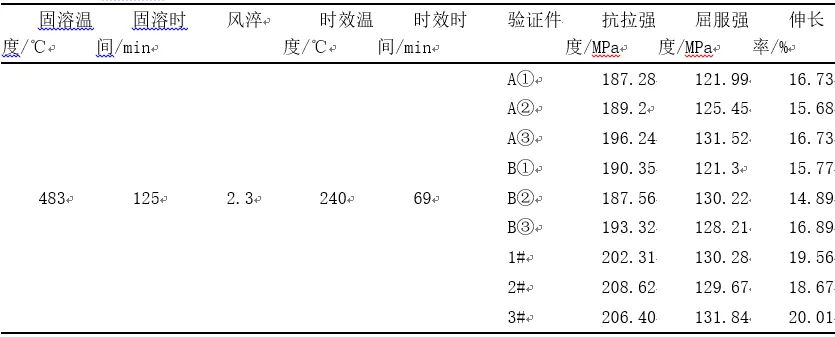
Table 7: Mechanical properties results of bulk slices and test bars with optimal parameters for heat treatment
It can be seen from Table 7 that the mechanical properties of the test rods are close to the predicted values of the experimental design optimization, and the model can be considered to be effective and has predictive guiding significance. In addition, both the test bar and the body slice meet the mechanical technical requirements of the product, and the tensile strength and elongation significantly exceed the requirements, which can be further optimized in combination with the actual production cycle optimization, energy saving and consumption reduction, and improvement of product appearance quality.
3 Conclusion
(1) Under the same conditions of T7 heat treatment process and material composition, test bars with more stable internal quality can be used for more accurate mechanical properties testing, which avoids differences in mechanical properties of actual products due to inconsistent internal quality compactness at different positions.
(2) T7 heat treatment process conditions are many, and the interaction effect is obvious. Under the premise of conditions permitting, a two-level full factorial experimental design should be used as much as possible, so as to effectively identify insignificant factor items and improve the accuracy of the analysis.
(3) From the analysis of the two-level full factorial experimental data, the aging temperature has the greatest influence on the tensile strength and yield strength, followed by the solution temperature, while the aging time and the solution time have the greatest influence on the elongation.
(4) After simplifying the model, it is found that the bending residual error P is 0, thus it is recognized that each heat treatment parameter factor has a surface relationship with the mechanical properties. At this time, it is necessary to increase the axis point, increase the test combination, and obtain a credible model through surface response optimization. .
(5) The products and test bars produced by the optimal combination of heat treatment parameters with response optimization have little difference with the predicted mechanical properties, which further confirms the credibility of the model.

.png)


.png)
.png)
.png)

.png)


.png)

.png)

 +86-574-83008051
+86-574-83008051 sales@innovaw.com
sales@innovaw.com







.png)

