Abstract|Taking commercial A356 aluminum alloy as the research object, the effects of casting methods (metal mold casting, liquid squeeze casting, semi-solid squeeze casting) on its microstructure, thermal conductivity and mechanical properties were studied. The results show that liquid and semi-solid squeeze casting significantly reduces casting defects and improves alloy compactness. Among them, compared with the metal mold casting, the crystal grains of the liquid extrusion casting parts are obviously refined, the eutectic Si phase is transformed from a coarse lath shape to a long rod shape, the tensile strength of the alloy is increased from 179.930 MPa to 209.446 MPa, and the elongation The ratio increased from 3.19% to 6.93%, the hardness (HB) increased from 55 to 64, and the thermal conductivity increased from 150.064 W/(m∙K) to 153.072 W/(m∙K); after semi-solid squeeze casting , the primary α-Al grains are uniformly distributed and rounded in shape. The size of the eutectic Si phase is reduced, the boundary is round and blunt, and the segregation is eliminated. The tensile strength of the alloy is 223.514 MPa, the elongation reaches 13.68%, the hardness (HB) reaches 71, and the thermal conductivity increases to 160.220 W/(m∙K).
Cast aluminum alloys are widely used in automobile manufacturing and aviation industry due to their excellent casting properties, good corrosion resistance, high specific strength and low production cost. A356 aluminum alloy is a commonly used cast Al-Si alloy. Because of its good fluidity, good air tightness, low shrinkage and low thermal tendency, it is usually used to manufacture automobile engine cylinder heads, slider components and wheel hubs and other castings with complex structures. . With the development of the automobile industry, the expansion of its application range has put forward higher requirements on the mechanical properties and heat dissipation capacity of the parts. The tensile strength of die-cast A356 alloy is about 180 MPa, the elongation is about 5.0%, and the thermal conductivity at room temperature is about 150.7 W/(m∙K). The main factors affecting the mechanical properties of cast aluminum alloys include the type, size and morphology of phases in the alloy, and the nature, quantity and distribution of casting defects. In the process of squeeze casting, due to the action of pressure, it has a refining effect on the grains and increases the density of the structure, thereby improving the mechanical properties of the casting. The tensile strength of liquid extrusion castings can reach 208.975 MPa and the elongation can reach 8.58%. In addition, with the increase of casting pressure, the thermal conductivity of the alloy increases significantly. However, liquid squeeze casting will inevitably cause casting defects due to the fast filling speed of molten metal. Squeeze casting is performed after the preparation of semi-solid slurry to increase the viscosity of the slurry and eliminate casting defects to the greatest extent. Zhu Liang used semi-solid squeeze casting to prepare A356 aluminum alloy pier rough samples. Due to the spheroidization of α-Al in the microstructure and the refinement of eutectic Si, the mechanical properties were improved, and the tensile strength of continuous casting was improved. 7.8%, elongation increased by 350%.
A356 alloy samples were prepared by three casting methods: Permanent Mould Casting (PMC), Liquid Squeeze Casting (LSC) and Semi-solid Squeeze Casting (SSC). , observe its microstructure and eutectic Si phase morphology, and test and analyze its thermal conductivity and mechanical properties to expand the application field of A356 aluminum alloy.
1 Test materials and methods
1.1 Test material
The test material adopts commercial A356 aluminum alloy, and its composition is shown in Table 1.
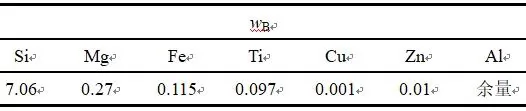
Table 1: A356 aluminum alloy chemical composition table %
1.2 Test method and equipment
Three different casting methods including PMC, LSC and SSC were used in the experiment. Among them, PMC uses SG-7.5-10 pit crucible resistance furnace to remelt commercial A356 aluminum alloy. When the temperature rises to 720 °C, C2Cl6 with a mass fraction of 1% is added for refining (degassing, slag removal) and then left to stand. , and then poured into a mold preheated at 250 ℃ to obtain castings. A 600T horizontal squeeze casting machine was used for squeeze casting, the injection force was 784 kN, the specific pressure was 101 MPa, and the pressure was maintained for 15 s. The aluminum alloy liquid is poured into the barrel of the squeeze casting machine preheated at 250 °C after being refined and slag removed, and then the alloy slurry is pushed into the mold preheated at 250 °C for extrusion. In SSC, the melted A356 aluminum alloy melt is poured into a drum-type semi-solid slurry machine for pulping (outlet temperature 590 °C), and then injected into the extruder barrel for extrusion. The size of the formed part is 160 mm × 170 mm × 8 mm.
After the samples of different casting methods were ground and polished by rough grinding and fine grinding, they were corroded with 0.5% HF solution for 20 s. The microstructures of the three castings were observed under a metallographic microscope (4XG-MS). The eutectic Si phase and tensile fracture were observed by scanning electron microscope (QUANTAFG-450). X-ray diffractometer (D/max-2400) was used for phase analysis, 2θ was 20°~90°, and the lattice constant was analyzed by Jade5.0 software. The thermal diffusivity was measured by the LFA457 laser thermal conductivity analyzer, the test temperature was 25 °C, and the sample size was φ12.7 mm×5 mm; the specific heat capacity was measured by the STA449C synchronous thermal analyzer and the thermal conductivity was calculated:
λ=α•ρ•c (1)
where α is thermal diffusivity, m㎡/s; ρ is density, g/cm3; c is specific heat capacity, J/(g•K).
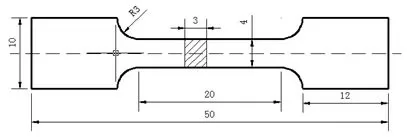
Use the wire cutting machine to cut the tensile sample (see Figure 1), and use the WDW-100D electronic universal material testing machine to carry out the tensile test, and record the tensile strength and elongation of the sample. The alloy hardness was tested by HB-3000B Brinell hardness tester.
2 Test results
2.1 Influence on the microstructure
Figure 2 shows the microstructure of the samples obtained by the three casting methods of PMC, LSC and SSC. The alloy structure is mainly primary α-Al and eutectic Si phase. It can be seen from Figure 2a that the α-Al phase is relatively coarse dendrites, and the orientation has no obvious regularity. Due to the coarse grain size and disordered distribution of the α-Al phase, the eutectic Si phase precipitated at the grain boundary also has obvious segregation agglomeration phenomenon. It can be seen from Fig. 2b that α-Al is significantly smaller than PMC, with rose-like or equiaxed crystals. The organization is denser and the arrangement is more uniform. However, the segregation phenomenon of intergranular precipitates could not be eliminated. It can be seen from Figure 2c that since the primary α-Al phase is produced in a semi-solid state, it gradually evolves from a rose-like shape to a spherical shape with a relatively round shape during solidification. The grains are the most round and the organization is the most uniform.
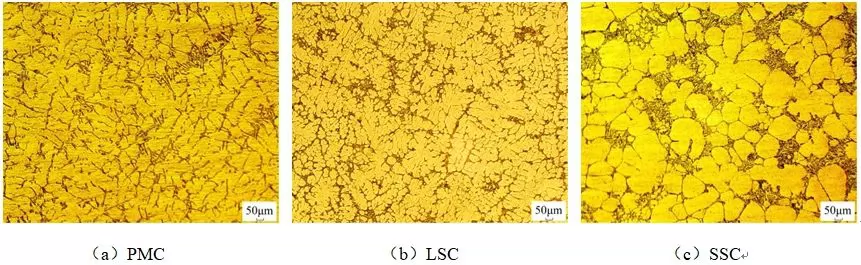
Figure 2: Microstructure of A356 aluminum alloy samples prepared by different casting methods
The results of statistical analysis of the grain size of the matrix by Image-pro Plus 6.0 software are shown in Figure 3. During the PMC process, the solidification undercooling degree is small, and the α-Al grains are coarse dendrites with an average grain size of 137.807 μm. The squeeze casting process greatly improves the heat exchange conditions between the mold and the casting, and under the action of extrusion, the melting point of the alloy increases compared with the traditional casting, which increases the initial undercooling of the alloy melt during solidification. During the LSC process, the latent heat of solidification of the alloy is released quickly, which hinders the diffusion of atoms in the alloy melt, inhibits the growth of the primary α-Al phase, and makes the grain size smaller, and the average grain size drops sharply to 43.512 μm. As the driving force of solidification, the increase of undercooling reduces the critical nucleation radius, increases the nucleation rate, and increases the number of grains. During semi-solid pulping, the melt produces convection under the stirring action of the drum, causing collisions between grains, inhibiting the formation of coarse dendrites, breaking the dendrite arms, and forming many fine grains. With the decrease of temperature, these fine grains grow uniformly without obvious orientation, the overall morphology of α-Al phase is relatively round, and the average grain size is 64.824 μm.
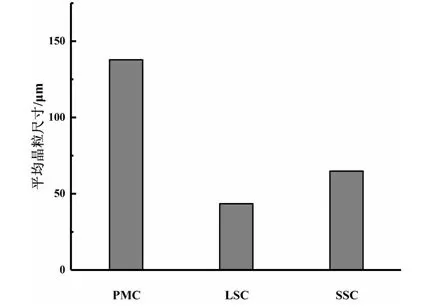
Figure 3: Grain size of A356 aluminum alloy α-Al prepared by different casting methods
The Al-Si eutectic is usually regarded as an irregular eutectic, and its growth method is facet growth. The eutectic Si phase was further observed by scanning electron microscopy, as shown in Figure 4. Figure 4a is the electron microscope photo of the eutectic Si phase of the PMC sample. Due to the irregular and uneven arrangement of the α-Al matrix, the eutectic Si precipitated on the grain boundary also has obvious segregation and aggregation problems. The eutectic Si phase presents a needle-like or plate-like shape with a larger size, which is distributed at the grain boundaries of the matrix, which severely splits the matrix. The eutectic Si grains of the LSC samples were largely refined and transformed into small flakes and long rods (Fig. 4b), but the segregation phenomenon still existed. After converting the slurry state to a semi-solid state, as shown in Figure 4c, the size of the eutectic Si phase of the SSC sample was significantly reduced, the edge was obviously round and blunt, the overall shape was curved, and showed a worm-like morphology, indicating that during the SSC process, the The crystalline Si phase produces a certain degree of spheroidization.
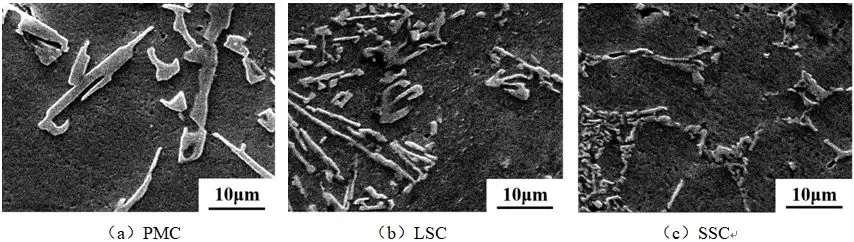
Figure 4: Morphology of eutectic Si phase of A356 aluminum alloy prepared by different forming methods
A356 aluminum alloy belongs to the hypoeutectic Al-Si alloy. When solidifying, the primary α-Al phase is first precipitated, and the Si phase is precipitated during the eutectic, and is distributed at the grain boundary of the α-Al matrix grains. Therefore, the eutectic Si phase is The morphology is affected by the matrix grains to a certain extent, and the end of the eutectic reaction also marks the end of the solidification process. Statistics and calculation of eutectic Si equivalent circle diameter, aspect ratio and shape factor are shown in Figure 5. The size distribution of the eutectic Si phase in the PMC sample is relatively dispersed, and there are only a few small-sized grains with a diameter of 2-3 μm, with an average diameter of 4.40 μm and a maximum of 8.32 μm; the aspect ratio is 7.92, and the shape factor is 0.34. Due to the refining effect of the extrusion force on the grains of the LSC sample, the size distribution of the eutectic Si phase is also more concentrated than that of the PMC, and the size is significantly reduced. The diameter ratio is 6.48 and the shape factor is 0.398. The lower pouring temperature of SSC and the faster cooling rate after filling, further reduce the size of the eutectic Si and change the morphology. Most of the grains have a radius of less than 2 μm, the average diameter is reduced to 1.61 μm, and the maximum radius is only 3.5 μm; The aspect ratio drops to 3.64 and the form factor rises to 0.472.
Figure 6 shows the X-ray diffraction patterns of castings with different casting methods. It can be seen that the forming method does not change the phase composition of the alloy. The main phase compositions of the samples cast in the three methods are α-Al and Si phases, and there are strengthening phases (Mg2Si) and Fe-rich phases (Al2Fe3Si4) at the same time. . Because the existence of extrusion force accelerates the solidification rate, a small amount of Fe and Mg atoms in the matrix may be dissolved in the matrix to form a solid solution, and it is too late to diffuse and precipitate and combine with each other to form the second phase (Mg2Si) and Fe-rich phase (Al2Fe3Si4).
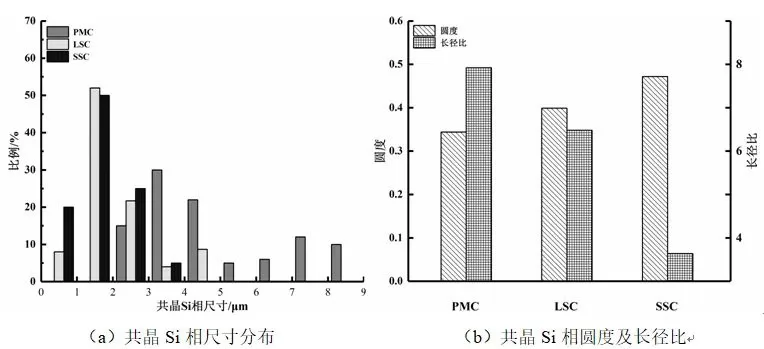
Figure 5: Size distribution and shape change of A356 aluminum alloy eutectic Si prepared by different casting methods
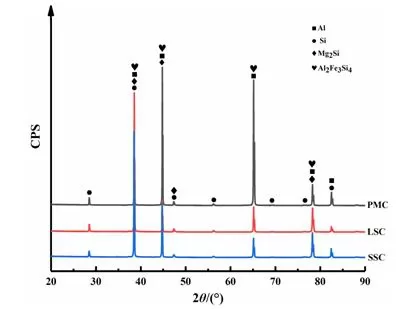
Figure 6: XRD patterns of A356 aluminum alloy prepared by different casting methods
2.2 Influence on thermal conductivity
Figure 7 shows the test results of thermal conductivity of castings with different casting methods. It can be seen that the casting method has a significant effect on the thermal conductivity and thermal diffusivity of the alloy. The thermal conductivity of the PMC sample is the lowest, the thermal conductivity of the LSC sample is 2.0% higher than that of the PMC sample, and the thermal conductivity of the SSC sample is the highest, which is 6.7% higher than that of the PMC sample. The specific values are shown in Table 2.
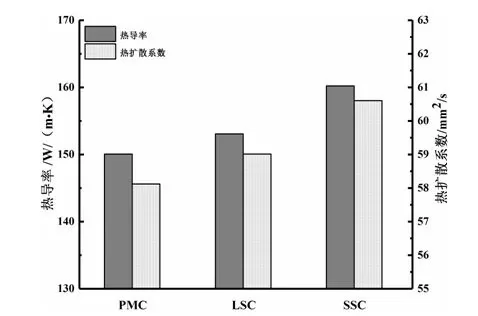
Figure 7: Thermal conductivity of A356 aluminum alloy prepared by different casting methods

Table 2: Eutectic Si phase morphology and thermal conductivity of A356 alloy prepared by different casting methods
2.3 Influence on mechanical properties
Figure 8 shows the hardness, tensile strength and elongation of the samples with different casting methods. The tensile strength of the PMC sample is 179.930 MPa, the elongation is 3.19%, and the hardness (HB) is 55. The tensile strength of the LSC sample The tensile strength of the SSC sample increased to 223.514 MPa, the elongation was 13.68%, and the hardness (HB) increased to 71.
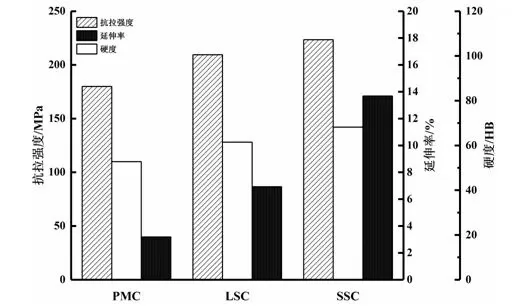
Figure 8: Mechanical properties of A356 aluminum alloy prepared by different casting methods
3 Analysis and discussion
3.1 Thermal conductivity
The physical process of heat conduction of aluminum alloy is mainly realized by the migration of free electrons [15]. With a certain temperature gradient as the driving force, the electrons move directionally in the direction of decreasing the temperature gradient through continuous collisions. Transfer to the low temperature area to complete the heat conduction. It is expressed by the Wiedemann-Franz law as follows:
(2)That is, under non-low temperature conditions, the ratio of the thermal conductivity (λ) of the metal material to its electrical conductivity (σ) is approximately constant. Therefore, starting from the electrical conductivity, the thermal conductivity mechanism of the alloy was explored.
The average distance an electron travels between two collisions is called the mean free path. Deduced from Bloch's theorem, the mean free path of electrons in aluminum alloys is limited by the degree of crystal structure integrity. When the temperature gradient is constant, the more complete the crystal structure of the aluminum alloy, the longer the mean free path, and the stronger the electrical conductivity. The alloy resistance is specifically constituted by Matthiessen's law:
ρ=ρT+ρR (3)
In the formula, ρT is the basic resistance of the alloy, which is only related to temperature, and ρR is the impurity resistance, which is composed of:
ρR=ρp+ρss+ρd+ρgb (4)
where ρp, ρss, ρd and ρgb are the resistances caused by precipitates, solid solubility, dislocations and grain boundaries to alloy atoms, respectively.
The degree of influence on electron motion mainly depends on the number and structure of displacement, grain boundaries, solid solution of alloying elements and intergranular precipitation equal defects. The larger the dislocation density and grain boundary area, the more scattered electrons, and the lower the thermal conductivity of the alloy; the higher the solid solubility of the elements in the alloy, the more serious the lattice distortion of the matrix is caused, and the destruction of the atoms in the aluminum matrix is. The degree of order and the distribution of the original periodic electric field generate defects and stress fields; the more the number of intergranular precipitates, the larger the size, the stronger the scattering effect on electrons, the reduction of the mean free path of electrons, and the thermal conductivity of the alloy. Decline.
At room temperature, the low density of vacancies and dislocations has little effect on the resistivity, and in the case of only changing the casting method without plastic deformation and annealing, there is no significant difference in the dislocation density between different samples, so it can be Its effect on thermal conductivity is ignored. The change of the cooling rate will change the grain size of the Al matrix and the total area of the grain boundary to a certain extent. Li B et al. also pointed out that the change of the grain size has little effect on the thermal conductivity, and the thermal conductivity does not change significantly with the grain size. decreased significantly.
For the Al-Si alloy, Si and Al form a substitutional solid solution, but the solid solubility of Si in Al is very small, the maximum saturated solid solubility is only 1.65%, and only 0.05% at room temperature, and the rest of Si will be The elemental form together with Al forms an Al-Si eutectic structure. The mass fraction of Si in the A356 aluminum alloy is about 7.06%, only a very small amount of which is dissolved in the Al matrix, and more is precipitated in the form of Al-Si eutectic. The atomic radius of Si (0.134 nm) is very close to Al (0.143 nm), and the lattice distortion of the Al matrix caused by the solid solution of Si atoms is very small, so the solid solution of Si in the matrix has little effect on the thermal conductivity of Al, but mainly Influence of eutectic Si precipitated at grain boundaries. Li Bin et al. also believed that when the Si mass fraction was 7.0%-12.8%, the lattice distortion of the Al matrix was very small, and the change with Si content was not obvious.
The splitting of the intergranular precipitation relative to the matrix is the main reason that the thermal conductivity of A356 aluminum alloy is lower than that of pure Al. According to the SEM pictures of the eutectic Si phase of the three casting methods, the schematic diagram of its hindering effect on electron migration is shown in Figure 9. The eutectic Si phase of the PMC sample has a large lath-like size and is concentrated and distributed, and it is difficult for electrons to pass through or bypass the eutectic Si grains to complete the energy transport. Under the action of mechanical extrusion force, the density of the alloy is increased, the atomic spacing is shortened, the matrix connectivity is enhanced, and the free electron free path is increased, which improves the thermal conductivity of the alloy. LSC inevitably increases the grain boundary area when refining the grains of the α-Al matrix, but at the same time, it also achieves a significant refining effect on the eutectic Si grains, making them into long rods, the area is greatly reduced, and the width is widened. The path of electron transport is generally manifested as the improvement of energy transport efficiency, that is, the increase of thermal conductivity; the intergranular eutectic Si phase of the SSC sample has been broken and spheroidized to a certain extent, the edge has become blunt, and the whole becomes worm-like. The passivated eutectic phase edge can reduce the probability of scattering. The mechanisms mainly include reducing the scattering area, changing the scattering collision to cut through, increasing the free path of electrons in the matrix and changing the scattering direction, as shown in Figure 10. . It can be seen that the spheroidization of the eutectic Si phase will greatly reduce its hindering effect on free electron migration and improve the thermal conductivity of A356 aluminum alloy.
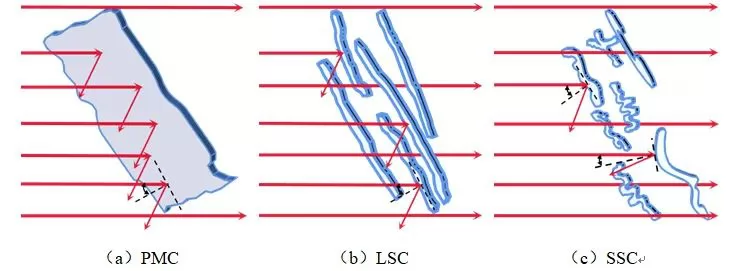
Figure 9: Schematic diagram of the principle of scattering of free electrons on the eutectic Si phase
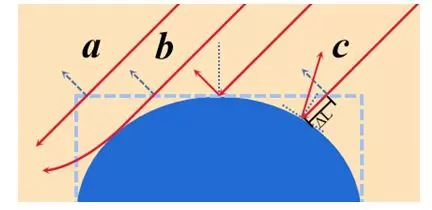
Figure 10: Effect of grain boundary shape on electron scattering
3.2 Mechanical properties
The mechanical properties of the samples of squeeze casting are generally higher than those of metal casting, because the grains are significantly refined under the action of mechanical pressure. According to the Hall-Petch formula, the strength of the workpiece increases with the reduction of the grain size, that is, Complete grain refinement. At the same time, the increase of grain boundaries and the distribution of eutectic Si and a small amount of strengthening phase Mg2Si also have a pinning effect on the dislocations in the α-Al matrix. In addition, casting defects greatly affect the elongation at break of the alloy, and the applied pressure of squeeze casting can reduce the casting defects inside the casting and increase the density of the casting, and the macroscopic performance is the improvement of the strength of the sample.
When the α-Al matrix of the face-centered cubic structure is subjected to a load perpendicular to the slip plane, the slip system will be activated, and slip rather than cleavage will occur, and there is basically no cleavage fracture. The electron microscope photos of fracture morphology of castings with different casting methods were further photographed and observed. Figure 11 shows the tensile fracture morphology of PMC, LSC and SSC samples. It can be seen from Figure 11a that the morphology of eutectic Si is a long and narrow sheet at the grain boundary, which is prone to cracks and expands along the grain boundary. With the accumulation of stress, it is torn, leaving obvious tear edges, well-defined facets and river-like patterns. The fracture mode is a transition mode between brittle fracture and ductile fracture, which is a quasi-cleavage fracture biased towards brittle fracture. It can be seen from Figure 11b that the tearing edge in the tensile fracture is narrowed, and small and deep dimples are densely distributed. The fracture has no obvious layers as a whole, and there is no separation step or facet. Therefore, it is judged that the fracture form is biased towards ductile fracture. It can be seen from Figure 11c that the size of the dimples is slightly larger, the distribution is uniform, and the shape is round, which conforms to the characteristics of equiaxed dimples. At the same time, there are fewer tearing edges on the fracture surface, and the sample as a whole exhibits ductile fracture. It was found that the elongation of the samples was controlled by the size of the dendrites and the aspect ratio of the eutectic Si phase. Combined with the above, the elongation of the squeeze cast samples was improved compared with the metal mold casting. The eutectic Si phase of the SSC sample is refined, which reduces the crack source of the brittle phase. The large dimple size indicates that the micropores in the sample aggregate, and the crack propagation path increases. Macroscopically, the elongation rate increases significantly.
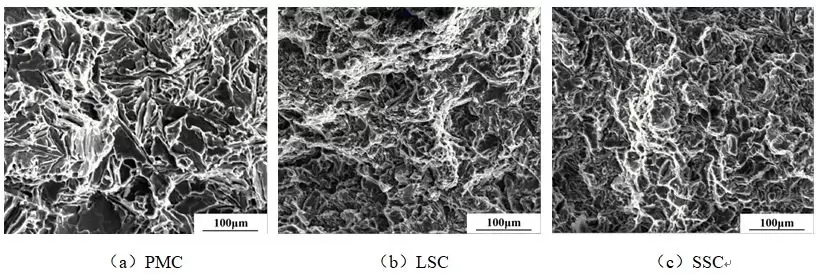
Figure 11: Tensile fracture morphologies of castings with different casting methods
4 Conclusion
(1) The casting method significantly affects the microstructure of A356 aluminum alloy. The α-Al grains of the metal mold casting samples are coarse dendrites with an average size of 137.807 μm, and the eutectic Si phase exists in the shape of laths and lamellae with an average diameter of 4.04 μm. The grains are obviously refined and are the smallest cellular crystals, with an average size of only 43.512 μm. The eutectic Si phase changes into slender long rods, and the average diameter drops to 2.05 μm. The average size of the grains obtained by semi-solid squeeze casting is 64.824 μm, which is slightly larger than that of liquid extrusion casting, but the shape is more rounded. The average diameter of the eutectic Si phase drops to 1.61 μm, which becomes a worm-like shape with small size, curved shape and blunt edges.
(2) Vacancies and dislocations, grain boundaries, solid solution of elements, etc. will cause the thermal conductivity of the alloy to be lower than that of pure metal, but the thermal conductivity of A356 aluminum alloy is the most sensitive to the morphology of the eutectic Si phase. With the decrease of eutectic Si phase size and aspect ratio and the increase of roundness, the thermal conductivity and thermal diffusivity tend to increase. The thermal conductivity of the metal mold casting is 150.064 W/(m∙K), and the thermal conductivity of the liquid extrusion casting is increased to 2.0%, while the semi-solid extrusion casting has larger α-Al grains, round shape, and eutectic Si. The small size and passivation of the boundary reduce the scattering probability of free electrons, and the thermal conductivity reaches 160.220 W/(m∙K), which is 6.7% higher than that of metal mold casting.
(3) Through squeeze casting, the internal casting defects of A356 aluminum alloy can be reduced and its mechanical properties can be improved. The tensile strength of the metal mold casting is 179.930 MPa, the elongation is 3.19%, and the hardness (HB) is 55. The tensile strength of the liquid extrusion casting reaches 209.446 MPa, the elongation is 6.93%, and the hardness (HB) increases to 64. ; The tensile strength of the semi-solid extrusion casting reaches 223.514 MPa, the elongation is 13.68%, and the hardness (HB) is increased to 71, which is obviously improved compared with the metal casting.

.png)


.png)
.png)
.png)

.png)


.png)

.png)

 +86-574-83008051
+86-574-83008051 sales@innovaw.com
sales@innovaw.com







.png)

