The development of die-casting heat-resistant magnesium alloys is of great significance to promote the lightweight process of automobiles. The high-temperature strengthening mechanism and plastic deformation mechanism of die-casting magnesium alloys are analyzed, and the effective ways to improve the strength and plasticity of die-casting heat-resistant magnesium alloys are discussed. The research progress of die-casting heat-resistant magnesium alloys is summarized, and the analysis is made from the perspectives of alloy development, high temperature properties, microstructure, and failure reasons. In addition, combined with the requirements of die-casting heat-resistant magnesium alloys for casting properties and high-temperature properties, its development prospects are discussed
In recent years, in order to reduce the energy consumption and exhaust emissions of automobiles, the requirements for lightweight automobiles have been put forward. Automotive lightweighting includes the optimal design of automotive structures, the application of lightweight materials and advanced manufacturing processes. As the lightest metal structural material, magnesium alloy has both high specific strength/specific stiffness, good shock absorption performance and heat dissipation performance, and has received extensive attention. As the most widely used process in magnesium alloys, the die casting process is more suitable for the integrated production of thin-walled parts with high surface precision and complex shapes compared with extrusion and rolling methods. At the same time, compared with gravity casting, the production efficiency of die casting process It has higher economic benefits and is more suitable for mass forming of magnesium alloys for automobiles. Therefore, die-casting magnesium alloys have broad application prospects in the process of lightweight automobiles. At present, typical die-casting magnesium alloys are AZ91 (Mg-9Al-1Zn), AM50 (Mg-5Al-0.3Mn) and AM60 (Mg-6Al-0.3Mn), which are mainly used for automobile shells, brackets, covers and other service temperatures below 120 oC secondary stress structural parts; die-casting heat-resistant magnesium alloy AE44 (Mg-4Al-4RE) and other high-temperature parts with service temperature below 175 oC. For engines and transmission parts with a service temperature of about 200 oC, steel and aluminum alloys are still the main ones, and there is no die-casting heat-resistant magnesium alloy to meet the service requirements. In order to further promote the lightweight process of automobiles and accelerate the application of die-casting magnesium alloys in high-temperature components such as engine blocks and gearboxes, it is necessary to develop die-casting heat-resistant magnesium alloys with better high-temperature performance to replace the currently used A380 aluminum alloys.
This topic starts from the high temperature strengthening mechanism and plastic deformation mechanism of magnesium alloys, and discusses the effective ways to improve high temperature strength and plasticity of die-casting magnesium alloys. At the same time, combined with the research work in recent years, this paper summarizes the research progress of die-casting heat-resistant magnesium alloys, discusses its development direction, and provides a certain reference for the follow-up research and development of die-casting heat-resistant magnesium alloys.
1 Die-casting heat-resistant magnesium alloy
In recent years, the development of heat-resistant magnesium alloys has mainly focused on gravity casting magnesium alloys. Mg-Y-Gd-Zn, Mg-Y-Zn-(Zr), Mg-Gd-Zn-( Zr) and other alloys have a strong dispersion strengthening effect after heat treatment, and their high temperature strength exceeds that of heat-resistant aluminum alloys for automobiles. The sand-cast WG103 alloy studied by Chen et al. after T6 peak aging treatment has a tensile strength of 341 MPa and 307 MPa at room temperature and 250 oC, and an elongation of 2.5% and 9.6%, respectively. The WG123-T6 alloy studied by JAFARI NODOOSHAN et al. has a tensile strength of 320 MPa and an elongation of 8% at 250 oC. LU et al. added a certain amount of Zn to the Mg-Gd-Y-Zr system, and the tensile strength of WGZ1152 magnesium alloy cast by metal mold and heat treated by T6 at 200 oC was 345 MPa, and it could also be maintained at 266 at 300 oC. MPa. Table 1 shows the mechanical properties of some Mg-RE-based gravity-cast magnesium alloys at different temperatures. At the same time, compared with commercial aluminum alloy A380, it can be seen that the high-temperature mechanical properties of gravity-cast Mg-RE-based alloys are better than A380 aluminum alloys.
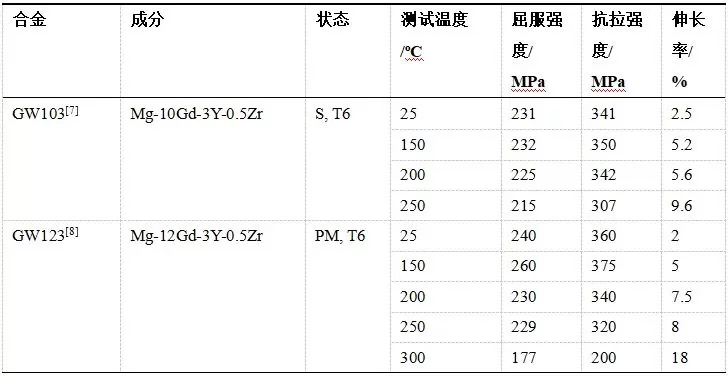
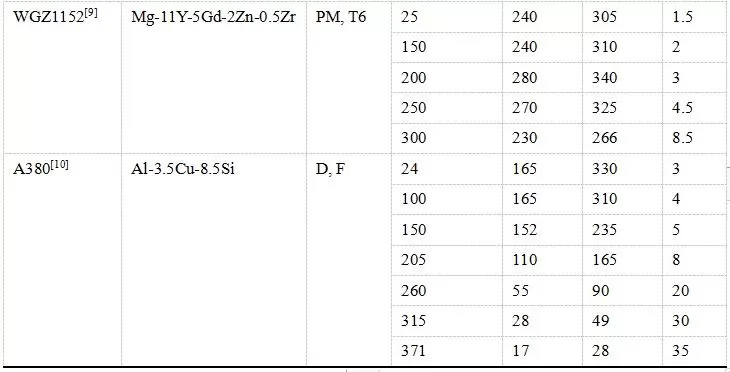
Table 1: Mechanical properties of typical gravity cast magnesium alloys
Note: S is sand casting; PM is metal casting; D is high pressure casting; T6 is the state of artificial aging after solution treatment; F is as-cast
Compared with gravity casting magnesium alloys, on the one hand, die-casting magnesium alloys require the selected alloys to have good casting properties to ensure high-quality castings; The gas in the cavity cannot be discharged in time, so that there are pores inside the die casting. At high temperature, the expansion of the gas in the pores will cause bubbling on the surface of the die casting, so heat treatment cannot be performed.
2High temperature strengthening mechanism and plastic deformation mechanism
2.1 High temperature strengthening mechanism
The strengthening mechanism of magnesium alloys at room temperature involves solid solution strengthening, grain refinement strengthening and second phase strengthening, among which grain refinement strengthening and second phase strengthening are dominant. The research on the mechanism of high temperature strengthening is not systematic, but the mainstream methods are solid solution strengthening and second phase strengthening. For die-cast magnesium alloys with fine grains, one of the main means of high temperature strengthening is to introduce a second phase with good thermal stability to pin the grain boundaries, so as to achieve both fine grain strengthening and second phase strengthening. Improve alloy performance.
Die-casting magnesium alloys have higher requirements for alloy casting properties. The most mainstream die-casting magnesium alloys are mainly Mg-Al systems with good casting properties. At room temperature, solid solution Al and Mg form a disordered solid solution, which interacts elastically with dislocations, hinders the movement of dislocations, and plays a certain strengthening role. When the temperature increases, the solid solution strengthening effect of Al is basically negligible. In addition, the development of high-performance die-casting Mg-RE systems in recent years has drawn extensive attention to the solid solution strengthening of RE elements. The researchers believe that the solid solution strengthening effect of RE elements, especially Y and Gd, is far superior to that of Al at room temperature and high temperature, which is one of the main reasons for the good heat resistance of Mg-RE alloys. The solid solution strengthening effect of RE elements may involve the short-range ordered distribution (SRO) of elements, dynamic strain aging, etc., which needs to be further explored.
Die-casting alloys are prone to "bubbling" at high temperatures, so it is impossible to achieve dispersion strengthening by heat treatment. The second phase strengthening in die-cast magnesium alloys is mainly the pinning of primary relative grain boundaries. For example, after adding Si, Ca, Sr, RE and other elements to the Mg-Al system, Mg2Si, Al2Ca, Al4Sr and Al11RE3/Al2RE phases with higher thermal stability are respectively formed, which effectively improves the creep performance of the Mg-Al system alloy. . In addition, LPSO phase can be formed in die-cast magnesium alloys. KAWAMURA studied the microstructure and properties of a series of Mg-RE alloys, and found that die-cast alloys with LPSO phase formed at the grain boundary have significantly better high-temperature microstructure stability and high-temperature mechanical properties. Alloys containing other grain boundary phases. A Mg-Y-Zn alloy developed by BAI et al. forms a network LPSO phase at the grain boundary, and its room temperature performance is much better than that of AE44 magnesium alloy. Therefore, the pinning of grain boundaries by the formation of dense network LPSO phase will be an effective mechanism for the high temperature strengthening of new die-casting heat-resistant magnesium alloys.
2.2 Plastic deformation mechanism
At room temperature, plastic deformation occurs only when the external stress is greater than the yield stress of the material. The room temperature plastic deformation mechanism includes dislocation slip, twinning and kink, among which dislocation slip is the main mechanism of plastic deformation of most metals and alloys. In hexagonal close-packed (HCP) structured metals, continuous plastic deformation requires simultaneous activation of and dislocations, where dislocations can be basal plane, prismatic plane, or taper planes
Dislocations, but dislocations only exist on the cone surface, so the real factor that affects the metal plasticity of HCP is the movement of dislocations. In pure magnesium, the motion of dislocations related to plastic deformation includes slip and cross-slip. WU's calculations show that the dislocations on the cone plane II have lower energy than the dislocations on the cone plane I. At low stress and room temperature, the dislocations on the cone surface I can easily cross-slip to the cone surface II, but the dislocations on the cone surface II cannot move to the cone surface I , so the slip of dislocations at room temperature mainly occurs on the cone surface II. However, the dislocations on the cone II are in a metastable state and can easily be transformed into immovable dislocations with lower energy, thus resulting in poor room temperature plasticity of pure magnesium. Besides dislocation slip, twinning is also a common plastic deformation mechanism in magnesium alloys. Twinning generally occurs at low temperature and high strain rate, and its contribution to plastic deformation is less than 7%. Twins are divided into tensile twins and compression twins and . In addition, kink is also a mechanism of plastic deformation, but its contribution to plastic deformation is much smaller than that of slip and twinning. For example, it is especially common in Mg-Y-Zn alloys containing LPSO phases, which coordinate the plastic deformation of magnesium alloys to a certain extent. .
The plastic deformation mechanism at high temperature is related to the deformation conditions. Under tensile conditions, the plastic deformation mechanism of the alloy is similar to that at room temperature, involving dislocation slip, twinning and kink; under creep conditions, the deformation mechanism is grain boundary slip and Dislocation motion is dominant. Boehlert et al. studied the plastic deformation mechanism of as-processed magnesium alloys under tensile conditions. For the as-rolled AZ91 alloy, the contribution of twinning and dislocation slip to plastic deformation is comparable at lower temperature (about 50 oC); as the temperature increases above 150 oC, the contribution of twinning disappears, and the plastic deformation becomes Dislocation slip is dominant. The dislocation slip is mainly basal plane , cylinder and cone . The contribution of various dislocations to plastic deformation also changes at different temperatures. For the as-cast and as-extruded Mg-10Gd-3Y-0.5Zr (wt.%) alloys, at 250 oC, the main slip systems of the as-cast alloys also involve the basal plane , the cylindrical plane and the conical plane , of which the cone dislocations account for 14%, but for the as-extruded alloy, whether it is in the extrusion direction or perpendicular to the extrusion direction or the 45 o direction, the main slip system is based on Surface and cylindrical surface , while the contribution of cone surface to plastic deformation is less than 1%, which can be basically ignored. The contributions of basal and cylindrical dislocations to plastic deformation in the as-extruded alloys are also transformed with increasing temperature. MO summarizes the creep properties of cast magnesium alloys. The results show that the deformation mechanisms of magnesium alloys in the creep process are mainly grain boundary slip, dislocation climbing and cross slip. The specific mechanism is related to temperature, stress, strain speed and other factors. When the temperature and stress are relatively low, such as 100-175 oC, 60 MPa, the die-casting Mg-Al alloy is dominated by grain boundary slip creep; when the temperature is 150-250 oC and the stress is 60-120 MPa, Magnesium alloys are dominated by dislocation climbing; when the applied stress is close to the yield stress of the material, the alloys are dominated by dislocation slip and climb creep.
In addition to external factors such as temperature, stress and strain rate, the plastic deformation mechanism of magnesium alloys is also affected by alloying elements. WU's research shows that suitable solid solution elements can also promote the slip of dislocations and improve the plasticity of alloys. 0.03%~1 % (molar fraction) of RE, such as Y, can make the cross-slip and proliferation rate of dislocations exceed the rate of transition to immobile dislocations, thereby reducing the sites The critical cutting stress (CRSS) of the wrong alloy increases the plasticity of the alloy. SANDLÖBES also proved that the room temperature plasticity of Mg-Y alloy is about 20%, which is a great improvement compared to 5% of pure magnesium.
In summary, external factors such as temperature and internal factors such as alloying elements will have a greater impact on the plastic deformation mechanism of the alloy, and the plastic deformation mechanism is closely related to the mechanical properties of the material. Therefore, it is necessary to study the plastic deformation mechanism of the material. Develop magnesium alloys with better plasticity. As a Mg alloy system with good plasticity, Mg-Y has great development potential.
3Research progress of die-casting heat-resistant magnesium alloys
There are few systems of die-casting heat-resistant magnesium alloys, mainly Mg-Al and Mg-RE systems, which are closely related to the requirements of die-casting for alloy casting properties. In addition, since heat treatment cannot be performed to achieve dispersion strengthening, it is required that the die-casting alloy form a high-performance structure during the casting process. grain refinement and second phase strengthening.
Mg-Al alloys have always been the preferred system for die-casting magnesium alloys due to their good casting properties. Adding alloying elements such as Si, Sr, Ca, rare earth element RE, etc. to Mg-Al alloy can form a second phase to pin the grain boundary and improve the heat resistance of the alloy to a certain extent. The service temperature of die-casting heat-resistant magnesium alloy AE44 (Mg-4Al-4RE) is not higher than 175 oC. In addition, attempts have also been made to die-casting based on Mg-RE alloys, but no mature die-casting Mg-RE alloys have been commercialized yet.
3.1 AZ and AM magnesium alloys
AZ and AM series are the earliest and most widely used die-casting magnesium alloys. Typical alloys are AZ91, AM50 and AM60. These alloys have good mechanical properties, casting properties and corrosion resistance, and are widely used in automobiles. In the secondary force structural parts such as the clutch housing and the brake bracket.
Table 2 shows the room temperature and high temperature tensile properties of typical AZ and AM series die-casting magnesium alloys, and Table 3 shows the creep properties of AZ91 alloys. At the same time, it is compared with A380 aluminum alloys currently used for high temperature in automobiles. It can be seen that the strength of typical die-cast magnesium alloys is much lower than that of A380 aluminum alloys at room temperature and 150 oC. At room temperature, the tensile strength of AZ and AM magnesium alloys is 200 ~ 250 MPa, and 130 ~ 160 MPa at 150 oC; while the room temperature tensile strength of A380 aluminum alloy is 330 MPa, and 235 MPa at 150 oC, both of which are significantly higher. compared to traditional die-cast magnesium alloys. In addition, the creep strength of A380 aluminum alloy at 150 oC and 175 oC is about 6~8 times that of AZ91; at 150 oC, 35 MPa~50 MPa, the creep strain of A380 aluminum alloy is 1~2 orders of magnitude lower than that of AZ91 . The creep properties of AM50 and AM60 are similar to AZ91. Therefore, the high-temperature properties of traditional die-casting AZ and AM series magnesium alloys, especially the poor creep properties, limit their use temperature generally not to exceed 120 oC, which cannot be used in high-temperature auto parts.
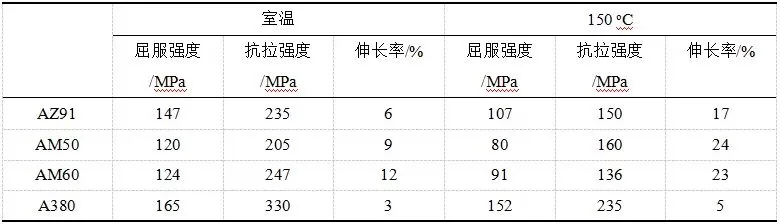

Table 3: Creep properties of AZ91 magnesium alloy and A380 aluminum alloy
The microstructure of AZ91 is composed of α-Mg grains and grain boundary phase, and the grain boundary phase is mainly composed of discontinuous Mg17Al12 phase and Al-rich α-Mg solid solution. At room temperature, the grain boundary Mg17Al12 phase can hinder the movement of dislocations at the grain boundary and play a certain strengthening role; at the same time, Al can play a role in solid solution strengthening. When the temperature rises, on the one hand, due to the poor thermal stability of the Mg17Al12 phase (melting point is 458 oC, eutectic temperature is 437 oC), it is easy to coarsen or soften, lose the pinning effect on the grain boundary, and cause the grain boundary to migrate more easily On the other hand, the solid solution strengthening effect of Al disappears at high temperature, and with the increase of temperature, the diffusion coefficient of Al in the magnesium matrix increases, which promotes the occurrence of high temperature creep. The combined effect of these factors reduces the high-temperature mechanical properties of AZ-based and AM-based magnesium alloys.
Based on the research results of die-casting AZ and AM magnesium alloys, while ensuring the alloys have good casting properties, the high-temperature properties of the alloys can be improved on the basis of Mg-Al alloys from three aspects: one is to reduce or avoid low melting point phases, such as Mg17Al12 The second is to promote the stability of the grain boundary structure, such as the introduction of the second phase of the grain boundary with high thermal stability to pin the grain boundary and hinder the migration or slip of the grain boundary; the third is to improve the solid solution in the matrix. Strengthening or dispersion strengthening to hinder the movement of dislocations in the matrix.
3.2 AS, AX and AJ magnesium alloys
The addition of Si, Ca, Sr and other alloying elements to Mg-Al alloys can inhibit the formation of Mg17Al12 low melting point phase on the one hand, and on the other hand, can form a second phase pinning grain boundary with better thermal stability, which can play a role at high temperature at the same time. The grain refinement strengthening and the second phase strengthening effect of the alloy can effectively improve the high temperature performance of the alloy.
Table 4 shows the mechanical properties of the related alloys, and Table 5 shows the creep properties. The addition of Si to Mg-Al is Mg-Al-Si (AS) based magnesium alloys. Typical alloys are AS21 (Mg-2Al-1Si-0.4Mn) and AS41 (Mg-4Al-1Si-0.35Mn). AS alloys are composed of α-Mg grains and grain boundaries. In addition to Al-rich α-Mg and Mg17Al12 phases, the grain boundary phases also have scattered Mg2Si phases. Due to the low content of Al, the content of Mg17Al12 phase is reduced, and the thermal stability of Mg2Si phase is high (melting point is 1085 oC), and it is not easy to coarsen and soften at high temperature, and has a significant pinning effect on grain boundaries. AM series has better creep properties. However, when the temperature is higher than 150 oC, the Mg2Si phase is broken under a certain stress, which makes the creep resistance of the alloy decrease rapidly. Therefore, the operating temperature of AS series alloys does not exceed 150 oC, and they are generally used in crankcases, fan casings and engine brackets of automotive air-cooled engines.
Mg-Al-Ca (AX) and Mg-Al-Sr (AJ) series magnesium alloys are obtained by adding Ca and Sr to Mg-Al alloys. Typical alloys include AXJ530 (Mg-5Al-3Ca-0.2Sr), AJ52 (Mg-5Al-2Sr) and MRI230 (Mg-6.5Al-2Ca-1Sn-0.3Sr) and so on. Similar to AS alloys, these alloys are composed of α-Mg grains and grain boundary phases, but the grain boundaries do not contain low-melting Mg17Al12 phases, mainly Al2Ca, Al4Sr, etc. with higher melting points. Below 150 oC, the creep properties of these alloys are good; but when the temperature rises to 150 oC, the Mg17Al12 phase precipitates in these alloys, which reduces the creep resistance, so the service temperature of these alloys is generally below 150 oC.

Table 4: Mechanical properties of typical die-cast magnesium alloys AS, AX, AJ and MRI series
Table 5: Typical Die Casting Alloys AS, AX, AJ and MRI Series Creep Properties
*The creep strain test condition of AXJ530 is 150 oC/83 MPa/100h
The creep strain test condition of #MRI153 is 150 oC/50MPa/100h
3.3 AE series magnesium alloy
In order to further improve the high temperature mechanical properties of die-casting heat-resistant magnesium alloys while retaining their good casting properties, FOERSTER has developed Mg-Al-RE (AE) alloys. Compared to previous die-cast heat-resistant magnesium alloys, the AE series has higher creep resistance, a typical alloy is AE42 (Mg-4Al-2RE). BAKKE and others have also developed AE44. At present, AE44 (Mg-4Al-4RE) is a commercial die-casting heat-resistant magnesium alloy with the best comprehensive performance, mainly used for automobile engine brackets.
Table 6 shows the mechanical properties of AE44 at different temperatures. It can be seen that with the increase of temperature, the strength of AE44 shows a downward trend, and the elongation first increases and then decreases. Table 7 shows the creep properties of AE44. It can be seen that the creep strength at 150 oC and 175 oC is better than that of A380 aluminum alloy. At 200 oC, the creep rate of AE44 is greatly affected by the stress. As the stress increases from 60 MPa to 70 MPa, the creep rate increases by about an order of magnitude; when the temperature increases to 250 oC, even if the stress is low, the creep of the alloy is low. The properties also deteriorate rapidly, so the service temperature of AE44 alloy is generally lower than 175 oC.
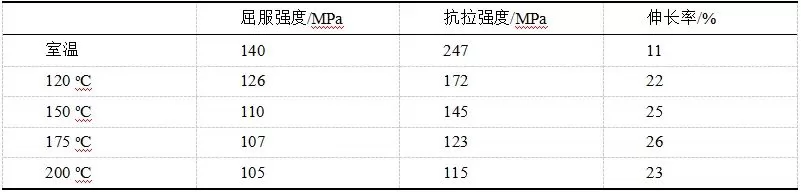
Table 6: Tensile properties of die-cast magnesium alloy AE4
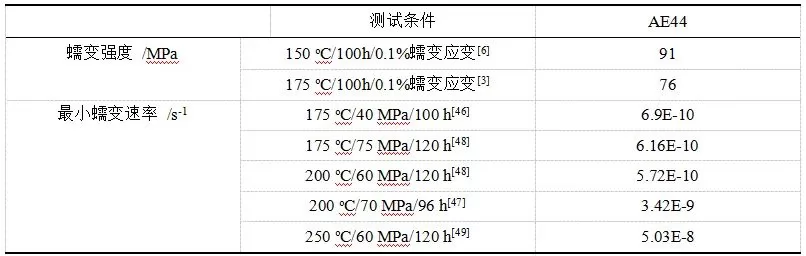
Table 7: Creep properties of die-cast magnesium alloy AE44
AE44 is mainly composed of α-Mg grains and grain boundary phases, and the grain boundary phases are mainly lamellar Al11RE3 and a small amount of bulk Al2RE. Compared with other Mg-Al alloys, AE44 has better creep properties in the temperature range of 150 ~ 175 oC, which is currently believed to be due to the good thermal stability of Al11RE3 and Al2RE phases in this temperature range. But at the same time, it can also be found that the strength of AE44 decreases rapidly with the increase of temperature, and the creep performance above 200 oC also deteriorates rapidly with the increase of stress, but the explanation for the deterioration of performance is still controversial.
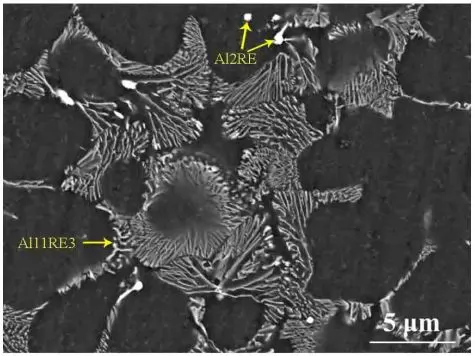
Figure 1: Microstructure of AE44 alloy
3.4 Mg-RE magnesium alloys
Rare earth elements (Ce) were first discovered in the 1930s to improve the strength of magnesium alloys, and then Mg-Al-RE was developed on the basis of traditional die-casting Mg-Al series, but by the beginning of this century, AE42 with the best comprehensive performance The service temperature of the alloy is still below 150 oC. In order to make breakthroughs in heat resistance, researchers began to develop new systems. However, the difficulty in the development of die-casting magnesium alloys lies in the requirement that the alloy system has good casting properties, and the alloys should obtain better high-temperature mechanical properties without heat treatment in the as-cast state.
Moreno et al. developed Mg-RE magnesium alloys outside the Mg-Al system, and successfully prepared alloys such as MEZ (Mg-2.5RE-0.35Z). Compared with AE42, MEZ has higher creep resistance at higher temperature and higher stress (175 oC, 80~100 MPa). Later, in the study of MEZ alloys, it was found that different RE elements (such as La, Ce, Nd) have different effects on the creep properties of alloys due to different solid solubility. Due to the large solid solubility of Nd element, the dispersed dynamic precipitation phase is formed during the creep process, which improves the creep performance of the alloy. Based on this, AM-HP2+ (Mg-La-Ce-Nd-Zn) alloy was obtained by adding a certain amount of Nd on the basis of MEZ, which has better creep properties at 150 ~ 200 oC, but these two This alloy has low ductility and strength, so it has not been used.
With the emergence of bottlenecks in improving the performance of AE series alloys and the improvement of related basic theories, the die-casting heat-resistant magnesium alloys of Mg-RE system have been paid attention by researchers again. The research of MURAYAMA shows that the creep resistance potential of HCP structure magnesium alloy is higher than that of FCC structure aluminum alloy, but it is actually found that the creep resistance of magnesium alloy is generally worse than that of aluminum alloy. The poor creep performance is caused by the Al element in the alloy. Secondly, the unavoidable appearance of Mg17Al12 low melting point phase in Mg-Al system at room temperature or high temperature also inhibits the service temperature of Mg-Al alloy. In addition, when the temperature increases, the diffusion rate of Al in Mg is fast, which greatly promotes the occurrence of creep, and the development of die-casting Mg-Al alloys encounters a bottleneck, making it difficult to break through 175 oC.
Later, GAVRAS successfully prepared a series of Mg-La magnesium alloys, adding Nd, Y and Gd to Mg-La respectively. The results show that the inclusion of Y and Gd is more conducive to the improvement of creep performance. On the basis of Mg-La system, HUA obtains ZLaW423 (Mg-4Zn-2.3La-2.7Y) die-casting alloy by adding Y to improve plasticity and Zn to improve casting performance. The alloy is dispersed through the connection of grain boundary phases. The stress of the Mg matrix is improved, so that the alloy obtains higher compressive properties. Since die-cast magnesium alloys have no obvious texture, it is believed that there is no significant difference in the yield strength of the alloys in compression and tension. Bai et al. successfully prepared a Mg-Y-Zn alloy containing a networked LPSO phase. Compared with AE44, it has better properties at room temperature. The tensile properties and creep properties at 200 oC have yet to be reported.
Table 8 is the high temperature tensile (ZLaW423 is compression) properties and creep properties of typical die-cast Mg-RE alloys. It can be seen that the yield strength of the typical AM-HP2+ alloy varies little with temperature, about 7%, indicating that the alloy has good microstructure stability and higher creep resistance than AE44. The creep properties of Mg-0.48La-1.18Y alloy are comparable to AM-HP2+, and the strength at 177 oC is higher. The ZLaW423 alloy has a higher compressive yield strength, but due to the lack of tensile and creep properties, further exploration is needed to make a more comprehensive comparison. However, the room temperature strength and elongation of typical AM-HP2+ alloys are significantly lower than those of AE44. Therefore, the research based on Mg-RE system needs to improve its strength and plasticity while maintaining its good creep properties.
_1654759272_WNo_621d299.webp)
Table 8: Typical Mg-RE Die Casting Magnesium Alloy Mechanical Properties
*The compression performance given by ZLaW423
_1654759287_WNo_730d165.webp)
Table 9: Typical Die Cast Mg-RE Alloy Creep Properties
Through the observation of the microstructure of AM-HP2+ die-casting magnesium alloy, it can be found that the grain boundary phase is mainly the dissociated Mg12RE phase, which has high thermal stability and can well pin the grain boundary and improve the stability of the grain boundary at high temperature. At the same time, the solid solution strengthening and slow diffusion rate of RE elements also effectively improve the high temperature microstructure stability.
3.5 Analysis of the development trend of die-casting heat-resistant magnesium alloys
Die-casting heat-resistant magnesium alloys have undergone the development from Mg-Al series to Mg-RE series. Mg-Al alloys have good casting properties and room temperature mechanical properties. Alloys based on AZ and AM have always been the first choice for commercial die-casting magnesium alloys. Therefore, the development of die-casting heat-resistant magnesium alloys is also based on Mg-Al series. The main strengthening phase Mg17Al12 of AZ and AM series alloys at room temperature will coarsen and soften above 120 oC, so the service temperature of AZ and AM series alloys is lower than 120 oC. The development idea of die-casting heat-resistant magnesium alloy based on Mg-Al system is to reduce or suppress the formation of low melting point phase Mg17Al12, and at the same time generate other grain boundary second phase with good thermal stability to pin the grain boundary. After a lot of research, the addition of Si, Ca, Sr elements to the Mg-Al system can inhibit the formation of Mg17Al12, and at the same time form grain boundary phases such as Mg2Si, Al2Ca, Al4Sr with good thermal stability to pin the grain boundaries, and improve the service temperature of the alloy. However, when the temperature is higher than 150 oC, Mg17Al12 precipitates again in these alloys and deteriorates their high temperature mechanical properties. The addition of RE element to Mg-Al has made a certain breakthrough in the development of die-casting heat-resistant magnesium alloys. The typical alloy AE44 produces Al11RE3 with good thermal stability. The stability makes the service temperature of AE44 alloy reach 175 oC. When the temperature is higher than 175 oC, its tensile properties and creep properties deteriorate, and the reason is still controversial. The Mg-Al system is easy to form a low melting point phase due to the presence of Al, and the fast diffusion rate of Al in Mg accelerates the occurrence of creep, so the development of die-casting heat-resistant magnesium alloys has been attempted in the Mg-RE system. At present, the Mg-RE alloys tried to develop do not contain low melting point phases, and have good microstructure stability, so the creep performance has been improved, but the comprehensive properties such as strength and plasticity cannot compete with AE44.
Figure 2 shows the tensile strength and creep properties of typical die-casting magnesium alloys and A380 aluminum alloys. Table 10 shows the characteristics and deficiencies of typical die-casting heat-resistant magnesium alloys. It is worth noting that Mg-RE die-casting heat-resistant magnesium alloys have good creep properties, and their tensile properties change little with temperature, and at the same time have good microstructure stability, so Mg-RE die-casting heat-resistant magnesium alloys have good development potential.
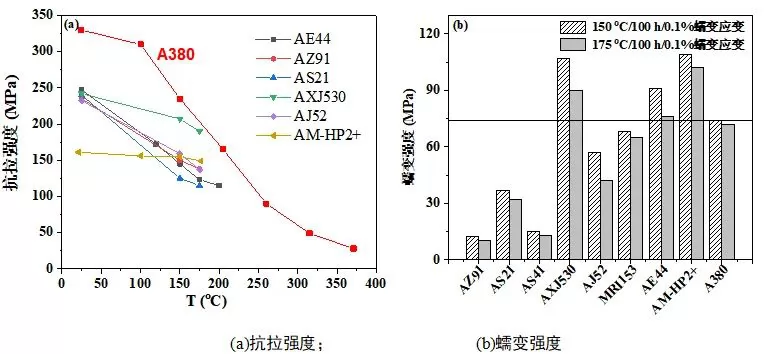
Figure 2: Tensile and creep strengths of typical die-cast magnesium alloys and A380 aluminum alloys
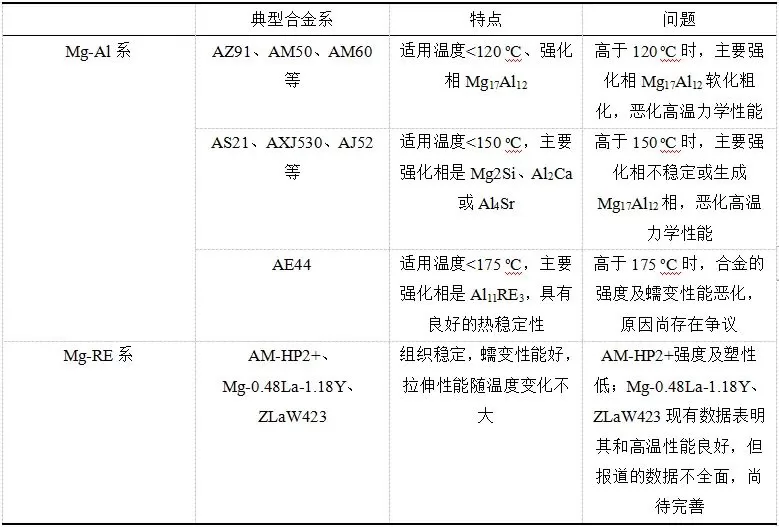
Table 10: Typical die-casting heat-resistant magnesium alloy features and problems
4 Conclusion
After decades of development of Mg-Al alloys, the best performance of AE44 is still under 175 oC. The performance improvement of Mg-Al die-casting heat-resistant magnesium alloys encounters a bottleneck. It is believed that Al is the main factor affecting the performance improvement. Therefore, Mg alloys without Al element have great development potential. Appropriate Mg-RE system is suitable for die-casting, thus becoming a new type of die-casting magnesium alloy system. Mg-RE alloy does not contain the typical low melting point phase Mg17Al12, has good microstructure stability, and is easy to obtain high creep resistance. Elements such as Y in RE can reduce the activation energy of dislocations, thereby effectively improving the room temperature and high temperature plasticity of the alloy, and solving the plasticity problem of Mg-RE alloys. In die-casting Mg-RE series ternary alloys, a second phase with good performance can be formed, such as a reticulated LPSO phase. On the one hand, this phase has good thermal stability and can stably pin grain boundaries at high temperatures; on the other hand, LPSO It has good strength and toughness, forms a skeleton structure with good strength and toughness at the grain boundary, and realizes a strengthening mechanism similar to that of composite materials, thereby greatly improving the high temperature performance of the alloy. Therefore, in the process of research and development of die-casting Mg-RE alloys, the alloys of Mg-Y system with good casting properties and network LPSO phase have great development potential.

.png)


.png)
.png)
.png)

.png)


.png)

.png)

 +86-574-83008051
+86-574-83008051 sales@innovaw.com
sales@innovaw.com








.png)

