The semi-solid slurry of Al-27Si-4.5Cu-0.6Mg alloy was prepared by using pure copper serpentine channel composite Sr modification, and rheological die-casting was carried out. Such performance and organizational impact. The results show that under the composite process preparation, the primary Si is fully refined and the eutectic Si is effectively deteriorated. After T6 treatment, rounded granular eutectic Si and primary Si with passivated edges and corners can be obtained. The better the modification effect of Al-27Si-4.5Cu-0.6Mg alloy is, the more round and finer the eutectic Si morphology is obtained after T6 treatment; Strength, the highest tensile strength before and after heat treatment appeared under the condition of Sr content of 0.02%.
Hypereutectic Al-Si alloys have excellent wear and corrosion resistance, lower density, higher thermal stability and excellent mechanical properties. It is mainly used to manufacture pistons, cylinder liners, pulleys, transmissions and other parts of engines such as automobiles or motorcycles. However, when the Si content is high, coarse polygonal blocks, laths and pentagonal irregular primary Si will appear in the hypereutectic Al-Si alloy structure, and the eutectic Si also grows into long needle flakes. This state severely splits the alloy matrix, and under stress conditions, it is easy to generate stress concentration at the edge of the primary Si, which leads to the generation of microcracks and deteriorates the mechanical properties of the alloy. Therefore, in order to improve the properties of hypereutectic Al-Si alloys, both primary Si and effectively modified eutectic Si must be sufficiently refined at the same time.
In order to fully refine the primary Si and effectively modified eutectic Si, the traditional method is to add an appropriate amount of P or S to the hypereutectic Al-Si alloy to refine the primary Si, and add an appropriate amount of Na, Sr, Sb, etc. crystalline Si, but when P or S and Na, Sr, Sb are added at the same time, a chemical reaction will occur, which not only reduces the refining effect of primary Si, but also weakens the modification effect of eutectic Si. The preparation of semi-solid alloy slurry by pure copper serpentine channel casting is a method proposed in recent years, which can prepare semi-solid alloy slurry with good quality. This project envisages the use of pure copper serpentine channels to fully refine the primary Si, and then adds Sr to the alloy to chemically modify the eutectic Si, so as to achieve the full refinement of the primary silicon and the effective modification of the eutectic silicon at the same time, and pure copper The semi-solid hypereutectic Al-Si alloy slurry prepared by the mass serpentine channel can realize rheological die casting, which can effectively reduce the entrainment of the sample. T6 treatment can further improve the mechanical properties of hypereutectic Al-Si alloy rheological die-casting specimens. Therefore, in this topic, the semi-solid Al-27Si-4.5Cu-0.6Mg alloy slurry was prepared by water-cooled pure copper serpentine channel and Sr composite process, and then the rheological die-casting samples were treated with T6, and the rheological die-casting samples were investigated. Changes in tensile strength and organization are intended to provide a reference for its application.
1Test plan
The test alloy is a relatively high-purity Al-27Si alloy, and its chemical composition is shown in Table 1. Sr is added in the form of an Al-10Sr master alloy.

Table 1 Chemical composition of Al-27Si aluminum alloy %
The Al-27Si-4.5Cu-0.6Mg alloy was heated by a resistance furnace, and the melting temperature was controlled at 850 ℃. When the alloy was melted, it was kept for 2 h, then the Al-10Sr master alloy was added, and then the temperature was kept for 30 min. The amount of Sr added was 0, 0.01%, 0.02%, and 0.03%, respectively. After the alloy was kept warm, Ar was poured into the melt for 10 min for degassing. Then, when the temperature of the melt was lowered to around 830 °C, the slag was removed and prepared to be poured into the serpentine channel. Before pouring, the serpentine channel is fed with cooling water in advance. The Al-27Si-4.5Cu-0.6Mg alloy solution at 830 ℃ was poured into the pure copper serpentine channel, the semi-solid slurry was poured into the ceramic ladle preheated to 200 ℃ in advance, and it was immediately poured into the pressure of the die-casting machine. Indoor and rheological casting. The process of preparing semi-solid Al-27Si-4.5Cu-0.6Mg from pure copper serpentine channel is shown in Figure 1. Using a 4XC inverted optical microscope (OM), metallographic photographs were taken, and the equivalent circle diameter D of primary Si and eutectic Si was calculated:
In the formula, Ai is the primary Si area; N is the total number of primary Si particles.
The rheological die-casting adopts YYC180B horizontal cold-chamber die-casting machine, the injection ratio is 90 MPa, the injection head speed is 0.5 m/s, and the pressure holding time is 9 s. At the same time, four standard tensile samples and materials were prepared. column, see Figure 2.
T6 treatment process: the solution temperature is 490 °C, the temperature is kept for 6 h, and the water is quenched; the aging temperature is 180 °C, and the aging time is 6 h.
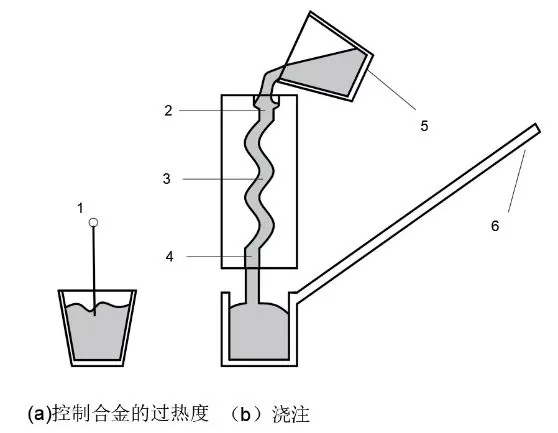
Fig.1 Schematic diagram of semi-solid Al-27%Si-4.5Cu-0.6Mg aluminum alloy prepared by serpentine channel
1. K-type thermocouple 2. Sprue cup 3. Serpentine bend 4. Draft tube 5. Melting crucible 6. Ceramic ladle
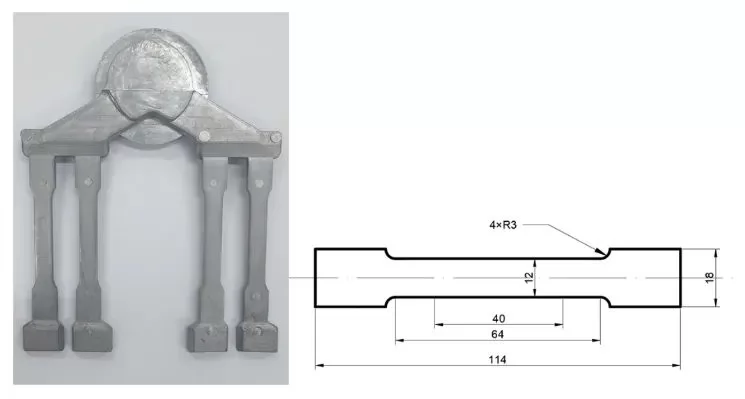
Fig. 2 Rheological die-casting sample
2 Test results and analysis
2.1 The effect of T6 treatment on the microstructure of rheological die-casting samples
Figure 3 shows the microstructure of the semi-solid Al-27Si-4.5Cu-0.6Mg alloy prepared by composite casting of pure copper serpentine channel before and after T6 treatment. Among them, the white particles are primary α-Al phase, the gray bulk is primary Si, the gray needle flakes are eutectic Si, and the black dendrites are Al2Cu. When Sr is not added, the eutectic Si in the alloy structure is in the shape of long needles and mainly distributed among the dendrites of the matrix. The average length of the long needle-like eutectic Si can reach 7.85 μm (see Figure 4), which severely fractures the alloy matrix. In addition, there is also a small amount of degenerated fibrous eutectic Si in the structure due to the chilling effect. Coarse dendritic Al2Cu and long needle-like eutectic Si have overlapping phenomenon, as shown in Figure 3a. When the addition amount of Sr is 0.01%, the needle-like eutectic Si is obviously refined, and part of the eutectic Si is transformed into a fibrous shape, and the average length of the remaining long needle-like eutectic Si is reduced to 4.64 μm ( See Figure 4), and the α-Al dendrite length decreases with the addition of Sr, see Figure 3c. When the addition amount of Sr is 0.02%, the long needle-like eutectic Si is further deteriorated, the average length of eutectic Si is reduced to 2.85 μm, and the distribution of eutectic Si is more uniform, as shown in Figure 3e. When the addition amount of Sr is 0.03%, the long needle-like eutectic Si basically disappears, and the length of the eutectic Si is only about 1.07 μm. Therefore, when the addition amount of Sr is 0.03%, the eutectic Si can be effectively transformed from long needle flakes to fibrous ones. The α-Al dendrites were transformed into rosettes, and some eutectic Si was found to be connected to the primary Si particles, and the eutectic Si existed in the form of fibers around the primary Si, but Al2Cu still existed in the form of dendrites, as shown in Figure 3g.
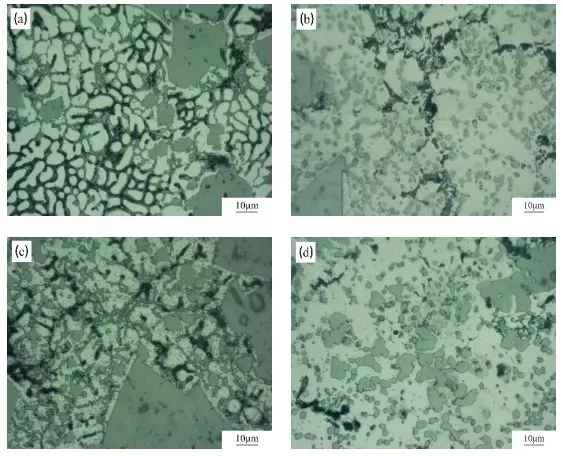
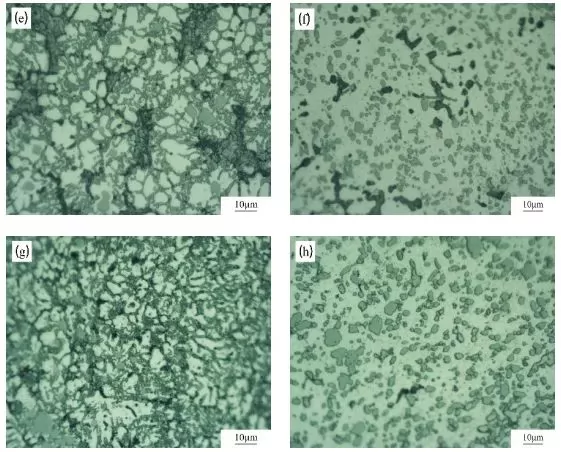
Fig.3 Rheological die-casting microstructure of semi-solid Al-27%Si-4.5Cu-0.6Mg alloy before and after T6 treatment with different Sr additions
(a) w(Sr)=0; (b) after T6 treatment; w(Sr)=0; (c) w(Sr)=0.01%; (d) w(Sr)=0.01% after T6 treatment; ( e) w(Sr)=0.02%; (f) w(Sr)=0.02% after T6 treatment; (g) w(Sr)=0.03%; (h) w(Sr)=0.03% after T6 treatment
After T6 treatment, the eutectic Si in the rheological die-casting sample of Al-27Si-4.5Cu-0.6Mg alloy was transformed into granular, but the size of eutectic Si was related to the deterioration, and the dendritic Al2Cu basically disappeared. It can be seen from Fig. 4 that the equivalent circle diameter of eutectic Si with different Sr addition amounts is different after T6 treatment. After Sr modification treatment, the equivalent circle diameter of eutectic Si decreases. When Sr is not added, the equivalent circle diameter of eutectic Si is 5.2μm; when the amount of Sr is 0.01%, the equivalent circle diameter of eutectic Si is greatly reduced to 3.7μm; when the amount of Sr is 0.02% When , the equivalent circle diameter of eutectic Si was further reduced to 3.2 μm; when the addition of Sr was 0.03%, the equivalent circle diameter of the final eutectic Si was 2.9 μm.
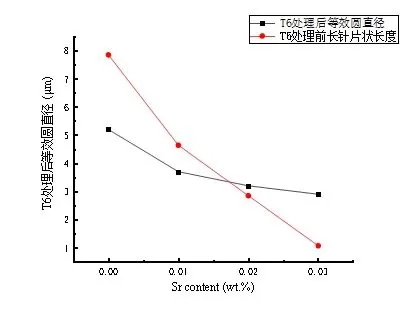
Fig.4 Size of eutectic Si with different Sr additions before and after T6 treatment
Figure 5 shows the solidification structure of the Al-27Si-4.5Cu-0.6Mg alloy without Sr addition. It can be seen that, without the pure copper serpentine channel treatment, the primary silicon in the Al-27Si-4.5Cu-0.6Mg alloy structure is in the form of a coarse block, which severely splits the alloy matrix and weakens the mechanical properties of the alloy, as shown in Fig. 5a. After the pure copper serpentine channel treatment, the primary silicon particles in the Al-27%Si-4.5Cu-0.6Mg alloy structure are obviously refined, as shown in Fig. 5b. It can be seen from Figure 3 that the T6 treatment has little effect on the primary silicon in the microstructure of the semi-solid Al-27Si-4.5Cu-0.6Mg alloy rheological die-casting sample. Before T6 treatment, the primary Si existed in the form of polygonal blocks; after T6 treatment, the primary Si had a certain degree of passivation, but the size did not change.
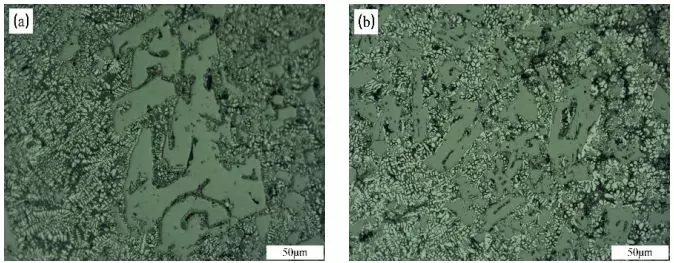
Fig.5 Solidification structure of Al-27%Si alloy without Sr addition
(a) Untreated with pure copper serpentine channel (b) Treated with pure copper serpentine channel
The Al-27Si-4.5Cu-0.6Mg alloy is treated with pure copper serpentine channel, and its primary Si is fully refined by the cooling effect of the inner wall of the channel. This physical refining effect has no effect on Sr chemically modified eutectic Si. Therefore, through the pure copper serpentine channel composite Sr treatment, the primary Si can be fully refined and the eutectic Si can be effectively transformed. Sr is a typical "adsorbed" metamorphic element, and Sr atoms are adsorbed on the growth surface of eutectic Si, poisoning the growth site of Si and inducing more twin growth, which provides more growth for eutectic Si In the direction [7], the growth characteristics of eutectic Si change from anisotropy to isotropy, so the growth state of eutectic Si changes, and finally from long needle flakes to fibrous, resulting in effective metamorphism. With the addition of Sr, the α-Al dendrite finally transforms into a rose shape. The disappearance of the α-Al dendrite increases the chance of contact between the primary Si and the final solidified liquid phase, and because the primary Si and the eutectic Si have essentially the same crystal structure, so that more eutectic Si can attach to the primary Si to nucleate and grow. This indicates that the modification of eutectic Si by Sr is the result of the combined action of eutectic Si and α-Al phases.
2.2 The effect of T6 treatment on the tensile strength of rheological die-casting samples
T6 treatment has a great influence on the microstructure of Al-27Si-4.5Cu-0.6Mg alloy rheological die-casting samples. When Cu, Mg and other solute atoms are in solid solution, they diffuse into the α-Al matrix to form a supersaturated solid solution, and disperse and precipitate a strengthening phase during the aging process, which is beneficial to the improvement of the mechanical properties of the alloy. During T6 treatment, the eutectic Si is necked and granulated, and becomes a more rounded granular eutectic Si, which enhances its bonding force with the substrate, reduces the possibility of stress concentration and crack initiation under stress, and is beneficial to Stabilization or improvement of its tensile strength. During the T6 treatment, the edges and corners of the primary Si are passivated, which also improves its bonding with the substrate, which is beneficial to the stabilization or improvement of its tensile strength.
Figure 6 shows the tensile strength of the semi-solid Al-27Si-4.5Cu-0.6Mg alloy rheological die-casting sample prepared by pure copper serpentine channel composite Sr treatment. It can be seen that after T6 treatment, the tensile strength of alloys with different Sr additions has been further improved. When the Sr addition is 0.02%, the tensile strength of the alloy reaches 254.7 MPa. When Sr was not added, the tensile strength before T6 treatment was 161.5 MPa, and the tensile strength after T6 treatment was 205.3 MPa. When the Sr content is 0.01%, the tensile strength before T6 treatment is 175.1 MPa, and the tensile strength after T6 treatment is 227.8 MPa. When the Sr content was increased to 0.03%, the tensile strength before T6 treatment was 200.2 MPa, and the tensile strength after T6 treatment was 225.3 MPa. Figure 7 shows the tensile fracture morphologies of the rheological die-casting samples of semi-solid Al-27Si-4.5Cu-0.6Mg alloy before and after T6 treatment with Sr content of 0 and 0.03%. Fractures in tensile specimens consist of brittle sections and dimples. The flat primary Si has a brittle fracture surface, and a dimple-shaped α-Al phase fracture appears around the brittle fracture surface, which indicates that the fracture of the alloy is a mixed fracture mode of coexistence of ductility and brittleness. The addition of Sr modifier and T6 treatment increased the dimples in the fracture, but did not improve the brittle fracture plane of the primary silicon.
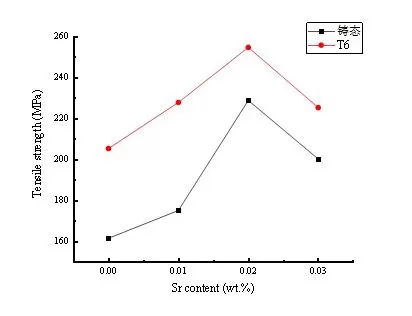
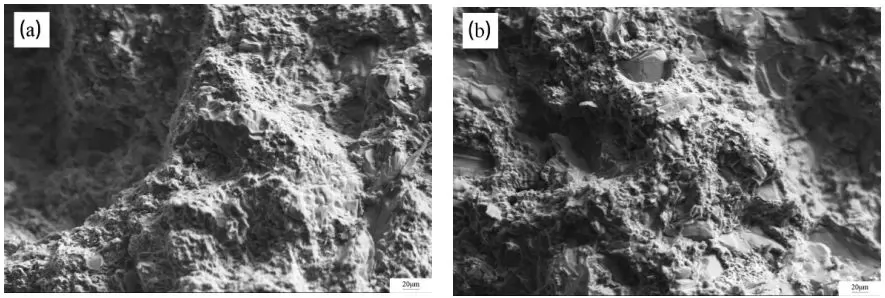
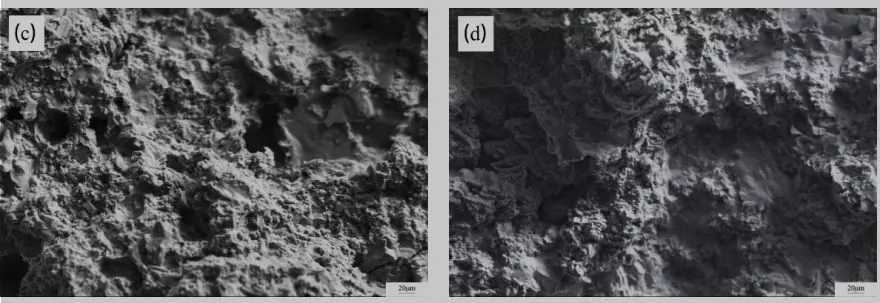
Fig.7 Tensile fracture morphologies of rheological die-casting specimens
(a) w(Sr)=0.00%; (b) w(Sr)=0.00% after T6 treatment;
(c) w(Sr)=0.03%; (d) w(Sr)=0.03% after T6 treatment
With the addition of Sr, the needle-like eutectic Si in the semi-solid Al-27Si-4.5Cu-0.6Mg alloy was transformed into a fibrous shape. After T6 treatment, the eutectic Si was further rounded, and the edges and corners of the primary Si were also blunted. Al2Cu is also dispersed in the matrix, which improves the bonding force between eutectic Si and primary Si and the matrix, and further improves the tensile strength of rheological die-cast Al-27Si-4.5Cu-0.6Mg alloy samples.
3 Conclusions
(1) The semi-solid Al-27Si-4.5Cu-0.6Mg alloy rheological die-casting samples were prepared by the water-cooled pure copper serpentine channel casting process and the long-acting modifier Sr composite refining process, which can fully refine the primary Si and at the same time Effectively modified eutectic Si.
(2) After T6 treatment, the rheological die-casting samples of semi-solid Al-27Si-4.5Cu-0.6Mg alloy can obtain granular eutectic Si and edge-passivated primary Si, and the modification effect before T6 treatment The better, the more round and fine the morphology of the eutectic Si obtained after T6 treatment. When the addition of Sr is 0.03%, the minimum equivalent circle diameter is 2.9 μm.
(3) T6 treatment can further improve the tensile strength of Al-27Si-4.5Cu-0.6Mg alloy semi-solid rheological die-casting samples. For example, when the Sr content is 0.02%, the tensile strength of the alloy before and after T6 treatment reaches the highest , 228.8 MPa and 254.7 MPa, respectively.

.png)


.png)
.png)
.png)

.png)


.png)

.png)

 +86-574-83008051
+86-574-83008051 sales@innovaw.com
sales@innovaw.com







.png)

