With the continuous development of die-casting technology, the continuous improvement of large-scale die-casting machine equipment, and the urgent requirement for lightweight production, high-strength and tough die-casting aluminum alloys are widely used in automobiles, aerospace, electronic equipment and other fields. Common ones are Al-Si series, Al-Mg series and Al-Si-Mg series. Among them, Al-Si series alloys have the characteristics of excellent casting performance, good fluidity and filling performance, easy demoulding and low density. Widely used in the production of auto parts.
Due to the rapid changes in the automobile industry, energy saving and emission reduction have put forward higher requirements for the lightweight of automobiles. It is an industry trend to use large high-pressure casting structural parts to realize body integration. For such large and complex die-cast aluminum alloy body structures, heat treatment is a great challenge. Affected by the die-casting process, the melt fills the mold cavity under high pressure and high speed, and the gas cannot be discharged in time, and defects such as pores will be formed inside the casting. Distortion and even cracking. Therefore, there is an increasing demand for die casting alloys that can meet customer requirements without heat treatment. Using ultra-vacuum die-casting technology, semi-solid thixoforming or rheological die-casting technology, the production of high-strength and toughness die-casting aluminum alloy can be realized without heat treatment, but the process equipment is complex and the process control is difficult. Wu Shusen et al. developed a high-strength and tough aluminum-silicon alloy AlSi10 alloy for die-casting. Under the low temperature aging treatment of 150 ℃ × 6 h, its tensile strength and yield strength were 333 MPa and 237 MPa, respectively, and the elongation was 5.4%, which ensured the alloy's tensile strength and yield strength were 333 MPa and 237 MPa. Comprehensive mechanical properties; XUE Z Z et al. only subjected high vacuum die-casting A356 (AlSi8) aluminum alloy to 200 ℃ × 1.5 h aging treatment, and its tensile strength reached 286.0 MPa, yield strength was 193.8 MPa, and elongation was 7.86%.
It can be seen that the Al-Si alloy sample prepared by high vacuum die casting still needs to be supplemented by heat treatment to improve its mechanical properties; under the ordinary die casting process, it is more difficult for the alloy to achieve the expected properties with "no heat treatment". In this topic, low-temperature aging heat treatment research is carried out on ordinary die-casting samples of new AlSi7CuMnMg alloy improved based on A356 from an enterprise to avoid bubbles and deformation defects caused by high-temperature solution and quenching. On the basis of ensuring the surface quality and geometric accuracy of the alloy, the research The effects of different aging treatment regimes on the microstructure and mechanical properties of alloy samples were explored, and a feasible low-temperature heat treatment process plan was formed to provide reference for the development and application of related alloys.
1 Test methods and equipment
The AlSi7CuMnMg alloy was formed by a horizontal die-casting machine. The effective injection length was 310 mm, the punch diameter was 50 mm, the injection time was 5 s, the cooling time was 1 s, and the injection speed was 55 mm/s. Figure 1; the chemical composition of AlSi7CuMnMg aluminum-silicon alloy is shown in Table 1. After solution quenching treatment, obvious blistering and deformation defects will occur on the surface of the sample. Such defects can be avoided if only low temperature aging heat treatment is carried out. For this alloy, only the low-temperature aging heat treatment orthogonal test was carried out to explore the effects of aging time and temperature on the microstructure and mechanical properties of the alloy, as shown in Table 2.

Table 1 Content of main elements in AlSi7CuMnMg alloy (mass fraction, %)
Figure 1 Physical map of die-casting sample

Table 2 Aging treatment plan
The mechanical properties of the samples with different aging treatments were tested on an electronic universal testing machine. The tensile speed was 1 mm/min. Three parallel samples were set for each group of tests, and the average value was taken; 1010mm cylinders were cut by CNC wire cutting The body sample was roughly ground by No. 400, No. 800, No. 1200 water-grinding sandpaper, and then finely ground by No. 400, No. 800, No. 1200 metallographic sandpaper, and polished with abrasive paste. The selected polishing paste has a particle size of 0.5. The reagent (2mL HF+3mL HCl+5mL HNO3+190mL H2O) was corroded for 5 s, rinsed with water, then rinsed with alcohol and dried, and the microstructure was observed under a Leica DM IRM optical microscope (OM); JEOL JXA-8100 was used The microstructure and tensile fracture morphology of the alloy were observed by scanning electron microscope (SEM), and the alloy composition was analyzed by the OXFORD-7412 energy dispersive spectrometer (EDS) equipped with it. Combined with Jade6.0 software, X-ray diffractometer was used to analyze The samples were subjected to phase analysis.
2Test Results and Discussion
2.1 Effect of aging treatment on mechanical properties of AlSi7CuMnMg AlSi alloy
2.1.1 Effect of different aging temperatures on mechanical properties of alloys
Five groups of samples were taken for different aging treatments, the aging time was 6 h, and the aging temperature was 150, 160, 170, 180, and 190 °C. The relationship between the mechanical properties and the aging system is shown in Figure 2 and Table 3. It can be seen from Table 3 that as the aging temperature increases, the yield strength of the material increases significantly; when the aging temperature is 150 ℃, the change is not obvious compared with the die-casting state, and when the temperature increases to 160 ℃, it reaches 160 MPa, Compared with the sample at 150 ℃, it is increased by 22%; when the aging temperature is 180 ℃, the yield strength of the sample reaches 189 MPa, which is increased by 45% on the basis of die casting. It can be seen from Table 3 that before the aging temperature rises to 170 °C, the yield strength of the material increases with the increase of temperature, and when the aging temperature reaches 170 °C, the temperature continues to rise, and the yield strength does not change much. When the temperature is 190 °C, the The alloy enters the overaging stage and the yield strength begins to decrease. The tensile strength of the material did not change much with the increase of the aging temperature, and reached a peak value of 303 MPa when the aging temperature was 170 MPa; then the tensile strength of the material decreased to 281 MPa at 190 ℃. As the aging temperature increased, the elongation decreased from 11% as-cast to 4.3% at an aging temperature of 190 °C. In order to more intuitively express the degree of influence of different heat treatment systems on the strength and plasticity of AlSi7CuMnMg alloy, a toughening index K is introduced. The value of K is based on the same strength and plasticity. The higher the strength and the better the plasticity, the greater the K value. . Taking the mechanical properties of the AlSi7CuMnMg die-cast state without any heat treatment as the comparison standard, the mathematical expression of the toughening index K value is:

In the formula, is the measured mechanical properties of the alloy after different heat treatment systems; is the average value of the mechanical properties of the alloy in the die-cast state. Table 3 shows the mechanical properties and toughening index of AlSi7CuMnMg alloy in the die-cast state and at different aging temperatures for 6 h. From Table 3, it can be seen that the K value of the No. 3 sample is the largest, which is 1.039, indicating that the No. 3 sample has the highest toughening index K value. Has the best comprehensive mechanical properties.
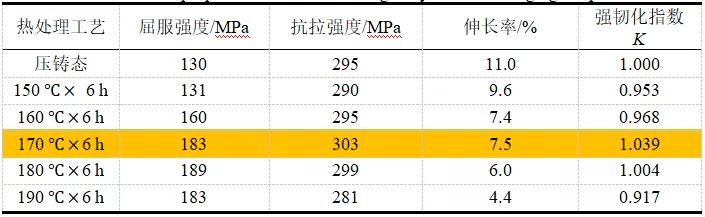
Table 3 Mechanical properties of AlSi7CuMnMg alloys at different aging temperatures
2.1.2 Effect of different aging time on mechanical properties of alloy
The AlSi7CuMnMg alloy was subjected to low-temperature aging heat treatment at an aging temperature of 170 ℃ and an aging time of 2, 4, 6, 8 and 10 h. Table 4 shows the mechanical properties of AlSi7CuMnMg alloys under various aging treatment regimes. It can be seen from Table 4 that with the prolongation of low temperature aging time, the yield strength of the material increases, and the yield strength of the material reaches 198 MPa after aging for 10 h, which is 52.3% higher than that of the as-cast state; the elongation shows a downward trend, and the aging time is 10 MPa. The elongation after fracture of the h material is only 5.0%, which is 54% lower than that of the as-cast state; the tensile strength of the material does not change significantly with the prolongation of the holding time. It can be seen from Table 4 that the toughening index K value of sample No. 3 is still the largest, which indicates that when the aging temperature is 170 ℃, the best aging time is 6 h.
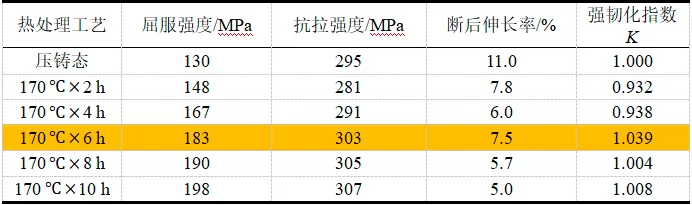
Table 4 Mechanical properties of AlSi7CuMnMg alloy under different aging time
2.2 Effect of aging treatment on the microstructure of AlSi7CuMnMg Al-Si alloy
2.2.1 The effect of different aging temperatures on the alloy structure
Figure 2 shows the metallographic structure of AlSi7CuMnMg alloy under different aging temperatures for 6 h. It can be seen that the microstructure of the alloy under different aging systems is not very different, mainly composed of a large number of white massive and rod-shaped α-Al matrix and black fine granular, lamellar α-Al+Si eutectic silicon. ; The eutectic silicon phase is distributed at the grain boundaries, and the size distribution between the grains is not uniform. The 1-Al distributed in clusters is generated when the alloy enters the press chamber. Due to the slow cooling rate, the grains have sufficient As the time grows, its size is larger, showing obvious dendrite characteristics; while the cooling and solidification rate of 2-Al is relatively fast when it is formed, and the microstructure is equiaxed in the form of fine particles, as shown in Figure 4d. In addition, there are also a small amount of light gray, small and round manganese-containing phases in the metallographic structure. In the as-cast state, these manganese-containing phases are small in size and mainly distributed at the grain boundaries. After low-temperature artificial aging treatment, the manganese-containing phases gradually Aggregation of these small manganese-containing phases can pin dislocations, hinder the slippage of dislocations during deformation, and improve the yield strength of materials.
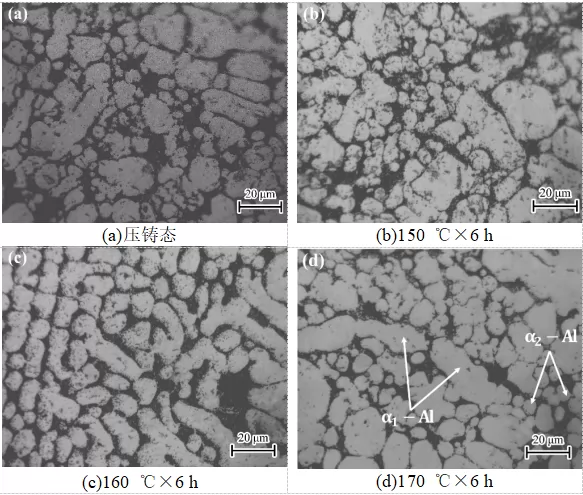
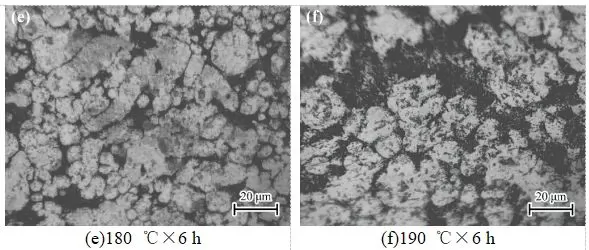
Fig.2 Microstructure (OM) of AlSi7CuMnMg alloy at different aging temperatures
Figure 3 shows the scanning microstructure diagrams of AlSi7CuMnMg alloys in different states, in which Figures 3d, 3e and 3f are the surface scan distributions of the main elements of the alloy as-cast, held at 150 °C for 6 h, and held at 170 °C for 6 h, respectively. It can be seen that the dark gray is the -Al matrix, the Si element is dispersed in the form of light gray layers at the grain boundaries, and the bright white area is the second phase with Cu, Mg and Mn as the main elements. After low-temperature aging treatment, eutectic silicon is more uniformly dispersed between the substrates, and its interlayer spacing gradually decreases; Mn is in the shape of small white dots, as shown in Figure 5b, with the increase of aging temperature, at the grain boundary The strengthening phase is formed by enrichment, and the distribution of Cu and Mg is not obvious in the as-cast state. After low-temperature aging at 170 °C for 6 h, it begins to aggregate and precipitate at the grain boundary, as shown in Figure 5c.
Generally speaking, the hypoeutectic AlSiCuMg alloy will precipitate β-Mg2Si phase and α-Al2Cu and other strengthening phases during the aging process to improve the alloy strength. Fig. 3 is the EDS energy spectrum composition analysis of each point, and Fig. 4 is the X-ray diffraction pattern of the alloy in different states. According to the molar ratio, it can be determined that points 1 and 2 are α-Al matrix and α-Al+Si eutectic silicon respectively, points 3 to 6 are white bright spots under different heat treatment conditions, and points 3 and 4 can be seen from the energy spectrum analysis results. , 5 are manganese-containing phases, and the manganese content in the phases gradually increases. According to the results of the diffraction pattern in Figure 6, it can be determined that this phase is Al4.01MnSi0.74; the contents of Cu and Mg elements in point 6 increase significantly, and Cu strengthens the Al-Si alloy. The contribution of the effect is based on the interaction with Mg, and the strengthening phase including the Q-Al5Cu2Mg8Si6 phase and the W-Al2Si5Cu4Mg4 phase is precipitated; due to the small proportion of Cu and Mg elements in the AlSi7CuMnMg alloy composition, the X-ray diffraction pattern was not detected. Corresponding strengthening phase, but according to Table 5, it can be inferred that after low temperature aging treatment at 170 ℃ for 6 h, the strengthening phase that may exist in the matrix is W-Al2Si5Cu4Mg4 phase; , Mg, Mn and other solute atoms can be completely precipitated in the matrix in the future. As the aging process progresses, the solute atoms are continuously desolubilized, forming a segregated G.P. region that maintains a coherent relationship with the parent phase. When the aging temperature increases, the segregation zone transforms into a metastable transition phase, which is in a semi-coherent relationship with the parent phase, which distorts the crystal lattice and hinders the movement of dislocations. ; When the aging temperature further increases, the transition phase transforms into a stable equilibrium phase with a larger size, which is completely incompatible with the parent phase and has a high interfacial energy. The size of the solution phase increases and decreases, and it enters the over-aging stage, which shows that when the aging temperature increases from 180 ℃ to 190 ℃, the yield strength of the alloy decreases from 189 MPa to 183 MPa.
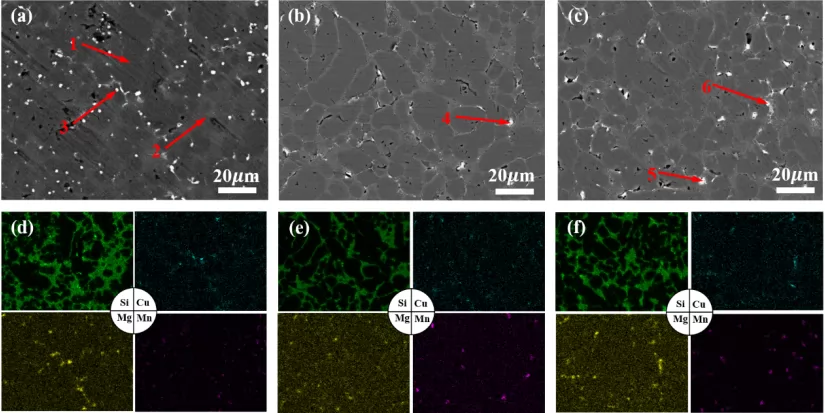
Fig.3 SEM microstructure of AlSi7CuMnMg alloy in different states
(a), (d) as-cast; (b), (e) 150℃ for 6h; (c), (f) 170℃ for 6h
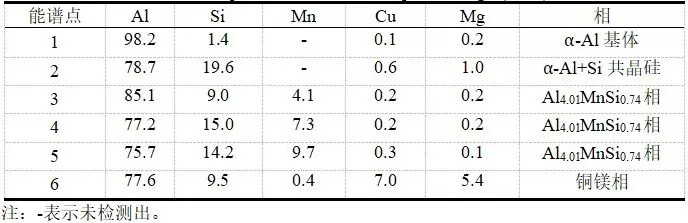
Table 5 EDS energy spectrum results of each point in Figure 5 (xb/%)
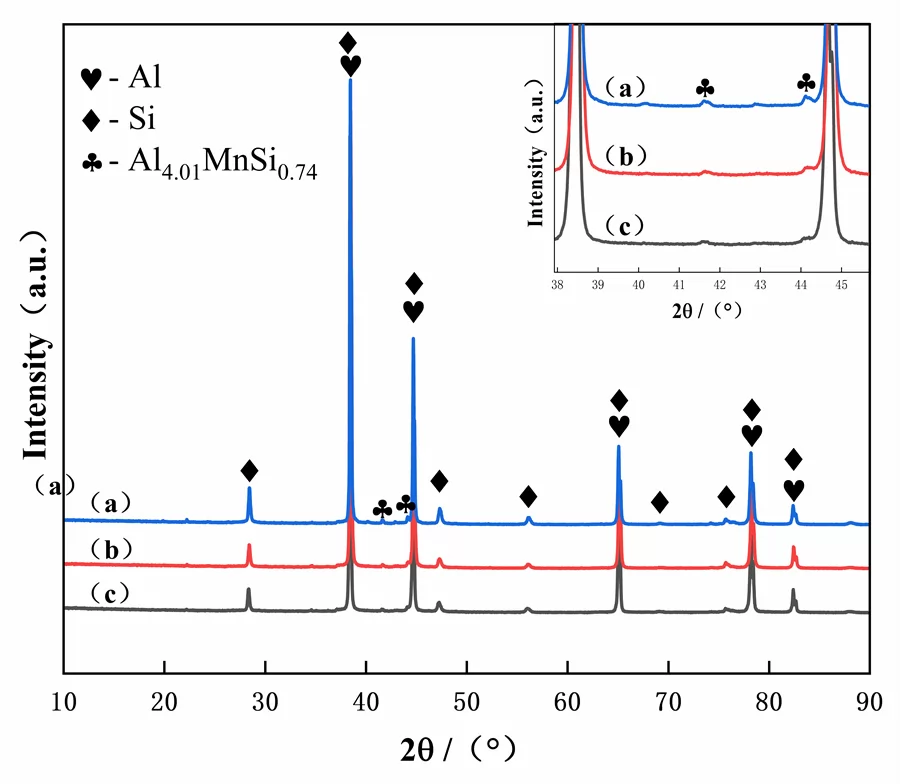
Fig.4 X-ray diffraction patterns of AlSi7CuMnMg alloy in different states
(a) As-cast; (b) 150℃×6h; (c) 170℃×6h
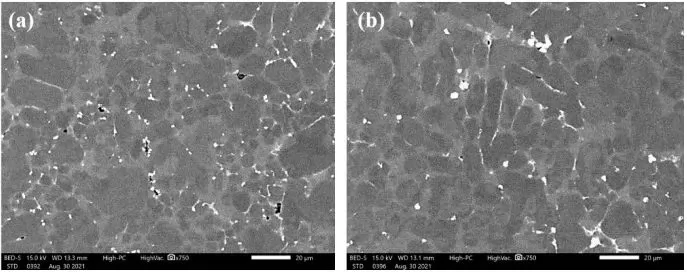
Fig.5 SEM microstructure of AlSi7CuMnMg alloy in different states
(a) As-cast; (b) 170℃ for 6h
In order to further analyze the change of the second phase in the alloy after aging treatment, Image-Pro Plus software was used to count the grain size and area fraction of the second phase in the alloy structure in Figure 5. The results are shown in Table 6. Combining with Table 6, it can be seen that after the aging treatment, the number of the second phase distributed in the matrix decreases, and the size increases, reaching a maximum of 6.27. The origin is enriched at the junction of each grain, and a few are distributed in a network along the grain boundary. After the alloy is aged at 170 ℃ for 6 h, the particles of the second phase aggregate and grow between the -Al matrix and the eutectic silicon phase, which can pin the dislocations more firmly, and at the same time, the particles of dislocations cut through the second phase increase. With the new interfacial energy, the yield strength is effectively improved; with the aggregation and coarsening of the second phase, the plasticity of the alloy gradually decreases.

Table 6 Statistics of grain size and area fraction of the second phase in Figure 5
Figure 7 is a comparison of fracture morphologies of AlSi7CuMnMg alloys stretched at room temperature in different states. From Figures 8a to 8c, thick strip-shaped tearing edges can be seen. Several tearing edges distributed alternately form a river pattern fracture morphology. A large area of cleavage surface can be observed at high magnification, and tensile deformation Stress concentrations are created at the defective places, resulting in the formation of microcracks. The crack first grows inside the grain, and then spreads along the grain boundary to the adjacent grain to form dissociation plane, which is a typical characteristic of brittle fracture. There are also some shallow, small and sparse dimples. The size of the dimples is determined by the plastic deformation ability of the material itself and the size and density of the second phase. This shows that the fracture mode of the AlSi7CuMnMg alloy after low temperature aging treatment at room temperature is as follows: Mixed fracture. The fracture structure shown in Fig. 8f has a typical microscopic shrinkage porosity, which is formed by the shrinkage of the molten metal during the die casting process. Due to the uneven cooling rate, the surface of the casting and the place close to the mold are rapidly cooled. Solidification hinders the subsequent feeding channel of molten metal, resulting in shrinkage porosity inside the casting, which adversely affects the mechanical properties of the alloy.
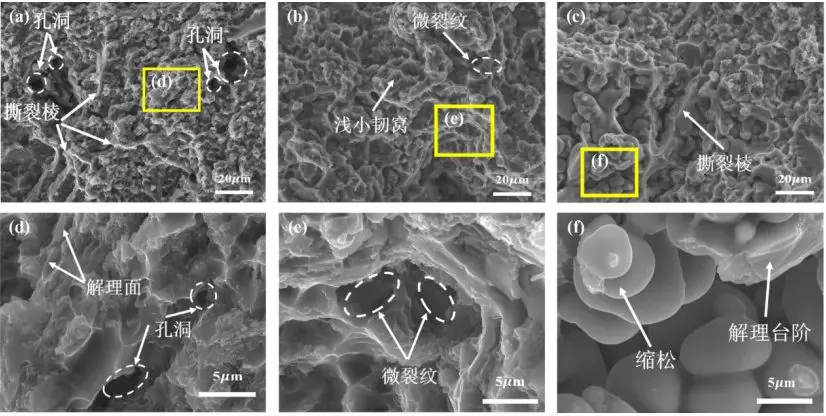
Fig.6 Fracture morphologies (SEM) of AlSi7CuMnMg alloy after room temperature stretching in different states
(a), (d) As-cast; (b), (e) 150℃ for 6h; (c), (f) 170℃ for 6h
2.2.2 The effect of different aging times on the alloy structure
The metallographic microstructure of the alloy after holding at 170 °C for different times is shown in Figure 7. It can be seen that the matrix structure is divided into primary 1-Al and secondary 2-Al, which are presented in various forms such as coarse blocks, irregular clusters and small circles, respectively, and the eutectic silicon phase is tree-like and strip-like. At the same time, there is a certain Si segregation phenomenon, which has an adverse effect on the properties of the alloy. With the prolongation of aging time, the particles of the second phase at the grain boundaries are continuously enriched and coarsened, and the dislocations interact with these second phase particles during slippage, hindering the further slippage of dislocations, resulting in a continuous increase in the yield strength of the material. The second phase particles are distributed in the matrix and grain boundaries, which increases the inhomogeneity and incompatibility of material deformation, and reduces the plasticity of the material.
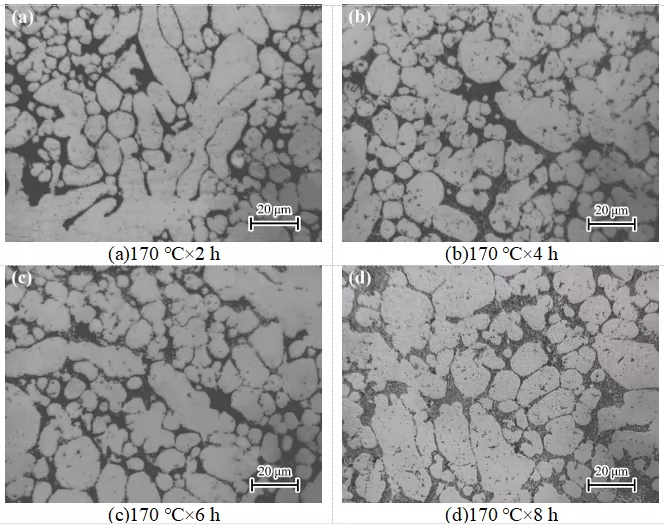
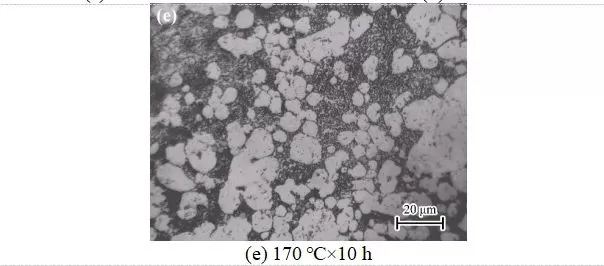
Fig.7 Microstructure (OM) of AlSi7CuMnMg alloy under different aging time
3in conclusion
(1) As the aging temperature increases, the yield strength of AlSi7CuMnMg Al-Si alloy increases significantly, and it is 189 MPa at 180 ℃, but the elongation decreases; keeping the aging temperature unchanged and prolonging the aging time, the yield strength increases more significantly , reached 198 MPa at 10 h, but the tensile strength did not change much.
(2) Combining various mechanical properties, it can be determined that the best low-temperature aging process of AlSi7CuMnMg die-casting Al-Si alloy is 170 ℃ × 6 h, and the yield strength in this state reaches 183 MPa, which is 40.77% higher than the original as-cast sample. was 7.5%, and the toughening index reached the highest value of 1.039.
(3) During the aging process, the second phase aggregates and coarsens pinning dislocations at the grain boundaries, which increases the resistance of the material during deformation and effectively improves the strength of the alloy.

.png)


.png)
.png)
.png)

.png)


.png)

.png)

 +86-574-83008051
+86-574-83008051 sales@innovaw.com
sales@innovaw.com







.png)

