Cast aluminum alloys have the advantages of light weight, good castability, and mechanical properties that can be improved through heat treatment and mechanical treatment. They are increasingly used in industries such as automobiles, aviation, shipbuilding, and military engineering. In particular, cast aluminum-silicon alloys are widely used in automotive engine parts, such as pistons, cylinder heads, and engine blocks, due to their excellent wear resistance. However, in the T6 heat treatment process, too high temperature in the solid solution stage will lead to the coarsening of unmelted intermetallic compounds on the grain boundaries, which will significantly reduce the hardness and tensile strength of the alloy. To ensure the superior thermal stability of cast Al-Si alloys, copper is added to conventional Al-Si-Mg alloys. The presence of copper and magnesium in the Al-Si-Cu-Mg alloy can precipitate more stable Cu-based intermetallic compounds, making the aluminum alloy after T6 heat treatment have higher thermal stability. In this paper, by optimizing the T6 heat treatment process of cast aluminum-silicon alloy containing Cu and Mg, the evolution of microstructure and the change of alloy hardness properties during solution treatment and aging are studied.
_1673597342_WNo_1280d135.webp)
Test materials and methods
1.1 Cast alloy material
Aluminum alloy smelting raw materials include 99.9% aluminum ingots, 99.7% Al-50%Cu ingots, 99.7% Al-20%Cu ingots, and 99.9% Al-60%Mg ingots. After proportioning and weighing according to the predetermined alloy composition in the test, melting is carried out in a well-type resistance furnace and melted in a boron nitride-coated graphite crucible at a melting temperature of 750 °C. For grain refinement with Al-5Ti-1B modifier, the molten metal was stirred and allowed to stand for 30 min to ensure complete dissolution. The alloy was degassed with argon for 5 min, and then poured into steel molds for casting. The steel molds were used at different temperatures: 25 °C and 200 °C. The alloy after smelting is measured by spectrometer
1.2 Heat treatment process
A small piece of 10 mm×10 mm×6 mm was cut from the ingot to optimize the T6 heat treatment process. The steps are as follows.
(1) Optimization of the first stage of solid solution treatment. Using STA499C comprehensive thermal analyzer, under the protection of argon, the dynamic temperature rise test was carried out on the cast aluminum-silicon alloy from room temperature to 700 °C, and the heating rate was 10 °C/min. The phase transition temperature of the alloy was determined from the differential heat curve.
According to differential thermal analysis, the solution treatment temperature of the first stage is 495°C, and the solution time is 0.5h, 4h, 5h, and 6h respectively. The solution-treated samples were then subjected to differential thermal analysis to determine the minimum time required for homogenization and dissolution of the eutectic phase. Next, part of the solution-treated sample was quenched in water at 60°C, and then subjected to aging treatment at 200°C for 2 hours.
(2) Optimization of the second stage of solid solution treatment. After the first stage of solution treatment, the samples without aging treatment were subjected to the second stage of solution treatment. The treatment temperatures were 515°C and 530°C, and the treatment times were 2h, 4h, 6h, and 8h. Next, part of the samples that had undergone the second-stage solution treatment were subjected to water quenching treatment at 60 °C, and then subjected to aging treatment at 200 °C for 2 h.
(3) Artificial aging optimization. After the second stage of solid solution treatment, the samples without quenching treatment were quenched in 60 °C water, followed by artificial aging treatment. The treatment temperatures were 190 °C, 200 °C, and 210 °C, and the treatment times were 1 h, 2 h, 4h, 6h, 8h.
1.3 Metallographic and mechanical property testing methods
The mechanical properties are characterized by Brinell hardness (Beijing Jinyang DHB-3000A electronic Brinell hardness tester), which is implemented in accordance with the GB/T 231.1 standard. The metallographic test was carried out using a 9XF metallographic microscope and a field emission scanning electron microscope (field emission GeminiSEM 500 scanning electron microscope from Germany) produced by Shanghai Optical Instruments. The ground and polished samples were chemically etched with 0.5% HF solution. 02 Test results and discussion
2.1 Optimization of the first stage solid solution treatment process
Figure 1a shows the as-cast aluminum alloy structure. It can be seen from the figure that the as-cast aluminum-silicon alloy structure is composed of eutectic silicon particles and α-Al dendrites. Some irregular particles are also observed in the α-Al matrix structure, as shown by the black arrows in Fig. 1b, which may be the result of backdiffusion from dendrites to pre-existing Si particles during cooling. The white arrows in Figure 1b show some intermetallic compounds between the dendrites, which were analyzed by scanning electron microscope
The most common intermetallic compound phase found in the as-cast Al-Si alloy structure is the θ-Al2Cu phase, which exists in two different forms, including bulk (denoted as θb, Fig. 2a) and eutectic (denoted as θe, Figure 2b). According to the existing research, the β phase is Al5FeSi phase, the π phase is Al8Mg3FeSi6 phase, and the Q particles appear as regular blocks with smooth boundaries (Fig. 2a). When Q particles are combined with θ-Al2Cu, the chemical composition is consistent with Al5Cu2Mg8Si6 (Fig. 2c). This is attributed to the fact that these phases are formed in the final eutectic reaction during solidification. Differential thermal analysis of the as-cast alloy identified a low-melting compound characterized by an onset of reaction at 507°C and a peak at 509°C
_1673597398_WNo_1042d750.webp)
Differential Scanning Calorimetry Curve of Cast Al-Si Alloy Heating Process
In order to obtain the time required for the phase dissolution of the low-melting point compound, a differential thermal analysis was performed on the sample treated at 495 °C for 0.5-6 h, and the results are shown in Figure 4. It can be seen from Figure 4 that the alloy has an endothermic peak at 509 °C, and with the increase of solution treatment time, the corresponding temperature of the endothermic peak is 509 °C, but the peak amplitude of the endothermic peak gradually decreases until 495 After solution treatment at ℃ for 6h, the peak disappeared. Therefore, the solution treatment scheme of the first stage is: solution temperature 495°C, solution time 6h.
_1673597436_WNo_1187d754.webp)
After solid solution at 95℃ for 2 hours, the intermetallic compound phase θ-Al2Cu in the alloy structure did not change significantly, but after solution treatment for 6 hours, the θ-Al2Cu phase was broken and almost completely dissolved, and only a small amount of The massive θ-Al2Cu phase, which is caused by the different dissolution behavior between the massive and eutectic particles, the eutectic phase will be continuously broken into small fragments during the dissolution process, while the massive phase is the whole particle gradually The process of dissolution.
2.2 Optimization of the second stage solid solution treatment processAfter the first stage of solution treatment at 495°C for 6 hours, the second stage of solution treatment was carried out at 515°C and 530°C for 2~8 hours respectively. As shown in Figure 6a, after solution treatment at 515 °C for 2 h, only a small amount of Al2Cu phase remained due to the dissolution of eutectic and massive particles, while the microstructure of the alloy did not change with the increase of solution treatment time obvious changes. It can be seen from Figure 6b that after solution treatment at 530 °C for 8 hours, the structure of the alloy did not change significantly, and the π phase, β phase and Q phase still existed in the structure, indicating that high temperature solution treatment has no effect on these phases. obvious impact.
_1673597456_WNo_1280d478.webp)
Scanning electron micrograph of the sample after the second stage solution treatment
After the second stage of solution treatment, aging treatment at 200°C for 2 hours was performed, and the hardness values of the obtained samples are shown in Figure 7. It can be seen from Figure 7 that the hardness in the as-cast state is HB79, and after the first stage of solid solution treatment at 495 °C for 6 hours, the hardness increases significantly to HB115 with the dissolution of the θ-Al2Cu phase. After the second stage of solid solution treatment (515°C or 530°C), due to the further dissolution of the Cu/Mg-containing phase, the hardness of the sample further increased in all cases in the second stage. In addition, it can be seen from the microstructure that, The temperature and time of the second stage of solid solution treatment have no obvious effect on the structure, so the effect on the hardness of the alloy is not obvious. Finally, the solid solution treatment scheme for the second stage was determined to be solid solution treatment at 515°C for 2 hours.
2.3 Artificial aging process optimization
Figure 8 shows the hardness change curves of the samples after different artificial aging treatments, in which the artificial aging process is carried out after the first stage (495°C-6h) and the second stage (515°C-2h) of solution treatment are completed , the water quenching treatment is carried out in water at 60°C. It can be seen from the figure that after the artificial aging exceeds 2h, the peak hardness of the sample begins to decrease. When the artificial aging temperature is 210℃, the slope of the hardness curve of the sample is obviously higher in the range of 0-1h, indicating that the alloy sample will reach the peak hardness in a shorter time after artificial aging at this temperature. The slope of the hardness curve corresponding to 190-210°C gradually increases, indicating that the time for the alloy sample to reach the peak hardness is gradually shortened. When the artificial aging temperature is 210°C, the hardness of the sample reaches the peak and then has a significant downward trend with time. , which is mainly due to the coarsening of the aging precipitation strengthening phase. When the aging temperature is 190 ℃ and 200 ℃, the hardness value of the sample does not change much with the increase of time. The final artificial aging treatment process can be selected at 190°C-4h.
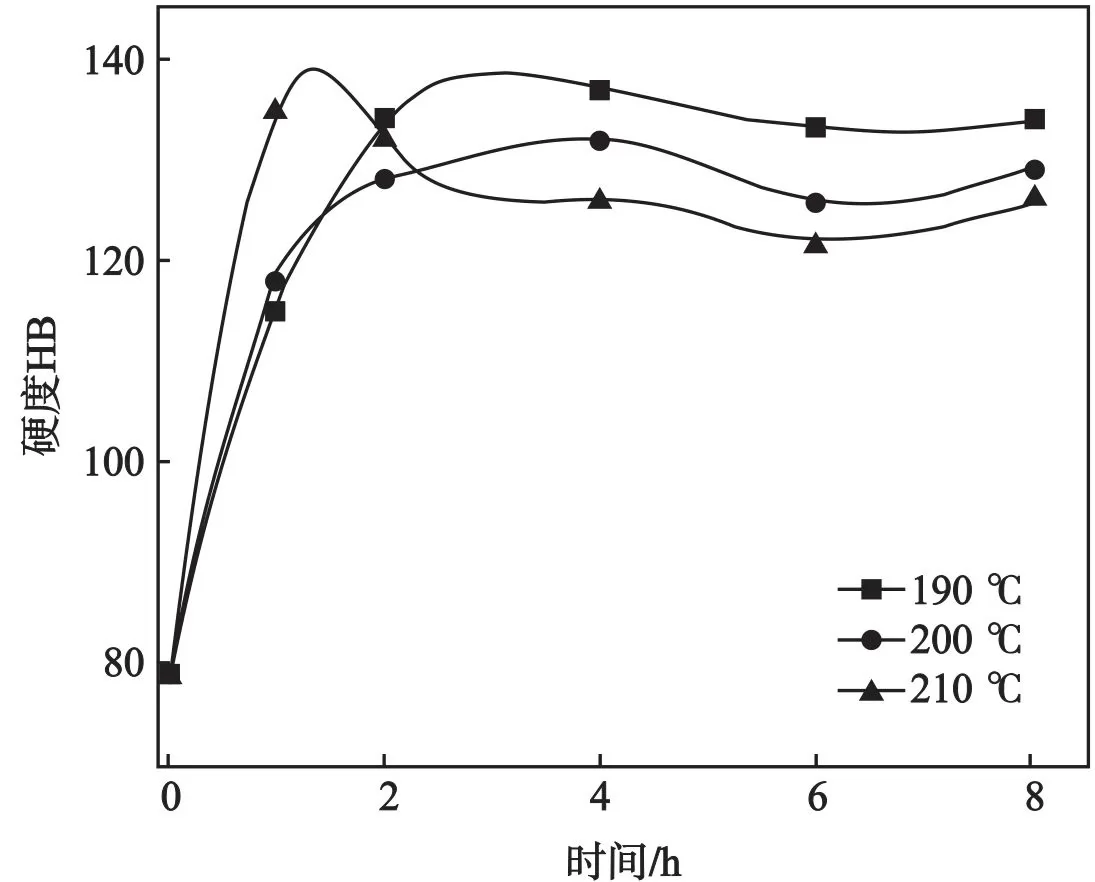
Hardness change curve of samples after artificial aging
03 Conclusion
(1) According to the metallographic structure and differential thermal analysis, it can be concluded that after the cast aluminum-silicon alloy in this test was solid solution treated at 495°C for 6 hours, the endothermic peak of initial melting almost disappeared, and the θ-Al2Cu phase in the microstructure was broken , almost completely dissolved, thus determining the first stage solid solution treatment time is 6h.
-
According to the observation of metallographic structure, it is found that the second stage of solid solution treatment at 515°C and 530°C for more than 2 hours has no obvious change in the microstructure and hardness of the alloy, so it is determined that the second stage of solid solution treatment temperature is 515°C. The melting time is 2h.
-
(3) According to the hardness change curve, the artificial aging temperature is determined to be 190°C, and the aging time is 4h.

.png)


.png)
.png)
.png)

.png)


.png)

.png)

 +86-574-83008051
+86-574-83008051 sales@innovaw.com
sales@innovaw.com







.png)

