Casting poor air tightness refers to the internal pressure to a certain pressure, the casting from the internal or external leakage, resulting in pressure drop, such castings if put into use, It may show as oil spills, leaks, leaking water, etc; Poor air tightness is one of the difficult problems to be solved in die casting defects. There are many reasons. In theory, any defects in die casting may cause gas leakage in the casting, most of which are caused by several defects.
2 Cause Analysis of Die Casting Gas Leakage
2.1 Gas in raw materials is commonly used as die casting material. Aluminum alloy is used as an example. In this paper, only aluminum alloy is used as an example to explain. In the production of die castings, the main composition of gases in molten aluminum is hydrogen. The content of hydrogen in aluminum alloy liquid is directly related to the number of holes produced in the casting. Pores in the casting not only reduce the mechanical properties of castings, corrosion resistance, but also reduces the air tightness. At present, the main method of removing gas in aluminum solution is inert gas such as nitrogen or adding solid degassing agent in aluminum alloy, The hydrogen dissolved in the molten aluminum can diffuse into the bubble. When bubbles float to the surface of the aluminum liquid, the bubbles burst and the hydrogen escape into the atmosphere, so that the purpose of removing hydrogen is achieved.
2.2 The impact of mold casting system Casting system determines the design quality of a die-casting mold, but also determines the quality of the latter part of the production of die-casting quality of the main factors.
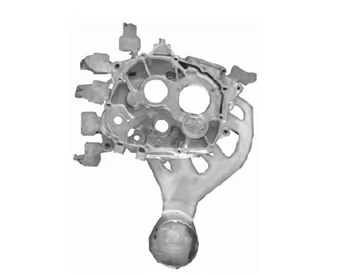
Figure 1
As a system with many elements, its purpose is to make the alloy liquid enter the cavity filling in the proper flow state and exhaust the gas in the system to the utmost. Therefore, die-casting mold should have a good pouring system, overflow system. As shown in Figure 1 due to the open side of the runner in the dense side, so that the liquid finally to the upper left corner and then back to produce eddy currents and roll up occurred, resulting in a significant decline in the quality of castings left to reduce air tightness.

Figure 2
The runner design of Fig. 2 makes the molten aluminum in each channel basically fill at the same time and make up for the partial pouring phenomenon, so that the overall quality of the castings is balanced and improved. Therefore, in the mold making runner design should try to use multi-strand runner way, aluminum flow and the direction of the casting remain consistent, as far as possible to avoid collisions to produce vortex and filling chaos caused by reduced incidence of air entrainment; At the same time, make multi-strand runner filled cavity should try to fill at the same time, can not allow one or more shares of liquid aluminum to the last dead end before returning vortex. In addition, the die-casting mold on the slag bag and exhaust should be distributed well. The right flow, that is, does not produce a collision of liquid flow, gas, speed and smooth protection; otherwise, the exhaust system and then excellent, gas or row can not afford; The above analysis shows that the defects in the castings caused by the bad pouring system will be the direct cause of the poor air tightness of the castings.
2.3 Equipment performance Die-casting internal porosity, shrinkage, cold interval Die casting is also a major cause of gas leakage, and equipment performance in casting production plays a crucial role; For the strict air tightness of the product, you must select the appropriate die-casting models. At present, the three stage injection is basically used in the die casting production of die casting machine. When the first stage is pressed, the injection punch is pushed at a slower speed, which is beneficial for extruding the gas in the pressure chamber. At the time of second stage pressure, the speed of the inner gate is very fast, and the aluminum liquid is basically filled with the cavity. At the same time, the secondary injection speed to premature position, the casting easy to produce defects such as porosity; secondary injection speed to start the position too late, the casting is easy to produce cold insulation and other defects. The general choice of secondary injection speed starting position in the cup material within the molten metal just reached the gate at the ideal. Therefore, this stage is the key to the production of stomata, so the higher the speed, the more likely to produce vortex and stomata. For example, CG125 engine crankshaft box castings caused by a large number of defects in the castings, in theory, any die casting defects are likely to lead to casting leaks.

Figure 3
The actual occurrence of the most airtight bad position shown in Figure 3 A, B, C three. The causes of such problems are many, the most important thing is the need to seize the main reasons for the adjustment to make a significant improvement in the leakage. It is an effective method to adjust the process curve of die casting. In order to reduce the shrinkage cavity inside the castings and fill the air leakage channel, the gas in the chamber should be eliminated as much as possible. In this process, the main idea of controlling the blowhole of the die casting is achieved by controlling the one or two - stage pressure and the one or two - stage switching point. On the premise of meeting the requirements of casting molding or surface quality, the first stage pressing speed should be as low as possible. When the aluminum alloy reaches the inner gate, the high speed is started. Through the improvement of the above process, the air tightness of the box is greatly improved.
2.4 In the process of die casting, because of the high volatile content of some coatings and the large volume of gas, it has a direct effect on the porosity of the castings, while the ejection agents mainly rely on manual spraying, and the amount is mainly based on experience. Too much spray and too long spraying time are easy to cause the large amount of gas volatilization, and the temperature of mold is low, and the volatilization is not timely. Therefore, in the process of production, we should choose the low volatilization point and produce the paint with small amount of gas. At the same time, the blowing time can be extended to ensure the drying of the fixed die. For the complex structure of the shell, the mould must make the ejection chamber and punch fit surface, the mold cavity surface, the core pulling place and the extra stripping water or oil in the runner way to be dried.
2.5 Machining allowance to grasp the die casting process is the fastest filling of the cavity, so that liquid aluminum quickly solidified in the mold to form a product, so the inside of the casting will inevitably have a result of aluminum liquid gas generated by the pores, Shrinkage due to the density difference between the solid and liquid (Figure 4). 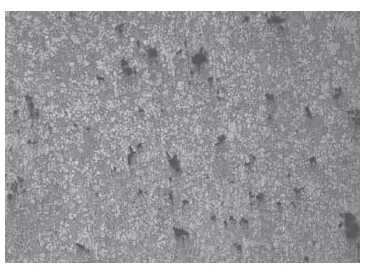
Figure 4
However, the casting surface layer will also be due to rapid solidification and the formation of fine grain compact layer, the mechanical properties of these fine grains is relatively high. However, due to the change of production process, the thickness of the compact layer of the different castings will be different; in order to ensure the airtightness of the castings, we should try to use a small allowance in the later machining.
2.6 Reasonably adding the pinhole porosity of the return material to reflect the spatial distribution density of the pinhole is an important factor affecting the hermeticity of the casting. Due to the combined effect of tiny pores and oxidized inclusions in the returned charge, there are many pinholes in the casting. The production of individual castings rejection rate is high, but also for the sake of energy saving, the actual waste pieces for recycling, as well as a substantial increase in the runner back to use, can also lead to poor gas tightness castings. Therefore, the production of tightness requirements of the castings should be strictly on the back to the classification of materials, handling, use control, so that back to the new material and feed ratio to meet the quality requirements in strict proportion to use. Otherwise, the excessive use of recycled materials will increase the pinhole degree of the castings in the subsequent production, failing to meet the requirements of airtightness, which is not conducive to the quality assurance of the castings.
2.7 Select a reasonable punch diameter to ensure that the pressure chamber filled When selected punch diameter and die-casting machine, the weight of the molten metal contained in the pressure chamber is also a certain value, but the casting of molten metal casting weight requirements for each different. If the volume of molten metal poured into the pressure chamber is insufficient (that is, when the pressure chamber fullness is low), the gas in the pressure chamber can not be excluded as soon as possible during the injection. Under the high-speed pushing of the injection piston, the turbulent state Order flow, which is easy to get involved in the gas, leading to porosity, inadequate pouring and other defects. At the same time, as the excessive pressure in the chamber there is the existence of easily formed in the casting within the skin, leading to the local strength of castings decreased, under the influence of a large test leak prone to leakage. Therefore, choosing a reasonable pressure chamber fullness can effectively reduce the porosity defects in the casting, thereby reducing the leakage rate of the casting.
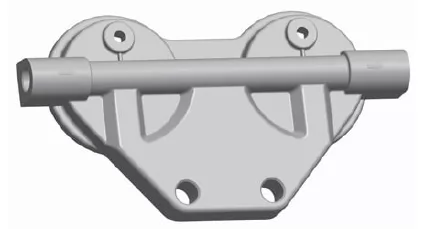
Figure 5
3 Improve the airtightness of castings CLQ81 improve the airtight base Automotive CLQ81 base (Figure 5) air tightness requirements are quite strict, must be 100% of the leak, or use will cause leakage Oil, affect the normal use of vehicles; in the production process to ensure air tightness is the focus of quality inspection. In the early mold design, due to not to air tightness as a major issue to consider, CLQ81 base casting production of high leakage rate, especially after a period of mold production, the mold surface will be a serious crack, local Injury is also very serious, more weight loss of castings. Poor air tightness of the product has become the main bottleneck restricting the production (although, through later impregnation can be made up, but greatly increased production costs), in order to solve this problem, we analyzed the reasons for the leakage of castings: Due to In the production of scrap parts and pouring material for the amount of more recycled, so that the late production of castings increased impurity content, casting quality assurance is extremely unfavorable. At the same time, due to the greater control of the machining allowance in the machining process, the blowholes and sand holes inside the casting are exposed more and the leakage of the casting is exacerbated. For the analysis to take the following measures: 1, strictly control the use of back charge. At the same time, nitrogen gas is blown into the aluminum liquid, and while the powdery smelting agent is added while blowing gas, the molten aluminum in the furnace is fully contacted with the gas and the refining agent to remove the gas and impurities in the aluminum liquid as much as possible. 2, In order to ensure the airtightness of castings after machining, we improve the machining fixture design in the later machining process to improve the machining positioning accuracy. As far as possible, the machining allowance Decrease. 3, in order to reduce the use of late mold cracks, crashes and other surface defects, the corresponding parts of the mold to strengthen the processing and the production of a new core-pulling titanium surface treatment. After the implementation of the above measures over a period of time, the leakage rate of the castings has dropped drastically and basically no longer requires impregnation.
Through the above example analysis, we can see that to solve the problem of poor inspection of the casting gas tightness in the die-casting production is more difficult, the reason may be caused by a variety of casting defects produced by the interaction. Therefore, in response to the phenomenon of poor air tightness should be as far as possible the nature of the alloy, process, mold, etc. to conduct a step-by-step investigation to find the main reason for the targeted cut in order to effectively enhance the airtightness of die-casting.

.png)


.png)
.png)
.png)

.png)


.png)

.png)

 +86-574-83008051
+86-574-83008051 sales@innovaw.com
sales@innovaw.com







.png)

