At the beginning of each die casting cycle, since the mold cavity is subjected to the rapid heat of the hot molten alloy, the working surface will generate compressive thermal stress; further, when the die casting is finished, the release agent is sprayed in the mold. Quenching, and thus internal stress on its surface.
Under such an extremely hot and extremely cold alternating action, thermal fatigue microcracks are generated on the surface of the mold. As the number of times of the die casting cycle increases, the microcracks expand rapidly, and some of the centripetal portions expand to form a turtle crack. If the molten alloy is accompanied by the erosion and corrosion of the mold cavity around the crack, the surface of the mold will be further damaged, eventually causing early cracking or even scrapping of the mold.
In addition, during the die-casting process, problems such as sticking, erosion, corrosion, etc. may occur, which may result in high product rejection rate, low production efficiency, and even damage to the mold, which are always plagued by die casting. Business problems.
Therefore, considering the large-volume, low-cost, high-efficiency production of alloy die-casting parts, while reducing the maintenance time of the mold, developing and introducing new technologies and surface treatment, extending the service life of the mold has become a hot spot of researchers.
Common surface treatment method for die casting mold
Traditional heat treatment process
Quenching→tempering→polishing
Advantages: It is the heat treatment process commonly used in mold steel.
Disadvantages: the hardness of the mold steel is not improved, and the high temperature resistance is poor. At present, almost all die casting molds have this process.
Surface modification technology
This type includes carburizing, nitriding, boronizing, carbonitriding, and sulfur-carbonitriding. Carburizing HV~900; nitriding HV~1200; boronizing HV 1200~1800, these processes.
Advantages: lower cost.
Disadvantages: the hardness of the mold steel is not much improved, the high temperature resistance is not enough, it does not help to solve the problems of sticking and erosion, and the mold will crack and scrap after repeated carburizing and nitriding. Although the metal surface infiltration process can harden the surface of the mold to increase the strength, it also increases the brittleness of the mold surface, and the mold has the possibility of accelerating fission.
XR-D nanometer ceramic coating technology
In response to these problems, a new technology for the XR-D series of nanometer ceramic coatings has been developed for this problem. XR-D series nanometer ceramic coating technology uses nano-coating technology to deposit multi-layer multi-element cermet film on the surface of the mold (film thickness is 5~7um). Nanometer ceramic coating has wear resistance, corrosion resistance and high The function of hardness, since this film does not react or react with metal solutions such as aluminum, zinc, magnesium, etc., it can greatly improve the mold release property of the die-casting part without sticking phenomenon.

XR-D coated treated die-cast insert
XR-D nanometer ceramic coating technology has achieved good results in improving liquid metal sticking and erosion, and can effectively solve the problems encountered in die-casting molds to obtain the best comprehensive performance, and it is long-lasting. Solving the problems that traditional crafts can't solve, in the words of the insiders, it is the first step in the surface treatment of die-casting molds.
XR-D coating technical parameters and advantages
XR-D coating technical parameters
Coating Name: XR-D
Coating hardness: HV4500
Coating thickness: 5-7 microns
Antioxidant temperature: 1400 degrees
Coefficient of friction: 0.3
Deposition temperature: 400 degrees
Deposition method: PVD
Color: gray black
Advantages of XR-D coating
High hardness and high strength: Hard coating can achieve the hardness that is difficult to achieve by traditional surface treatment, effectively protecting the surface of the mold from being washed away;
Extremely high wear resistance: The hard coating has extremely high hardness, good lubricity and low friction coefficient. The excellent parameters help the molding production to achieve the desired life.
Good lubricity: In metal forming, the material “flows” in the mold causes damage to the forming surface, and the good lubricity of the coating will reduce the wear on important working areas.
Repeat coating ability: After the coating reaches the predetermined life, the mold itself is not damaged, and the coating can be repeated.
Use case display
The product is communication high frequency head LNB, aluminum die casting production, aluminum material ADC12, mold material H13.
Before the user does not make the coating, the production of 80~100 molds, the insert mold is serious, need to stop the mold to remove the aluminum material, re-polish, and then the production, which greatly reduces the production efficiency, increases the production cost, reduces the product. quality.
After the coating, the mucosa problem was completely solved, and the continuous production of nearly 30,000 molds did not cause mucosal problems, and the mold release was smooth. Increased production efficiency, reduced production costs, and improved product surface quality.
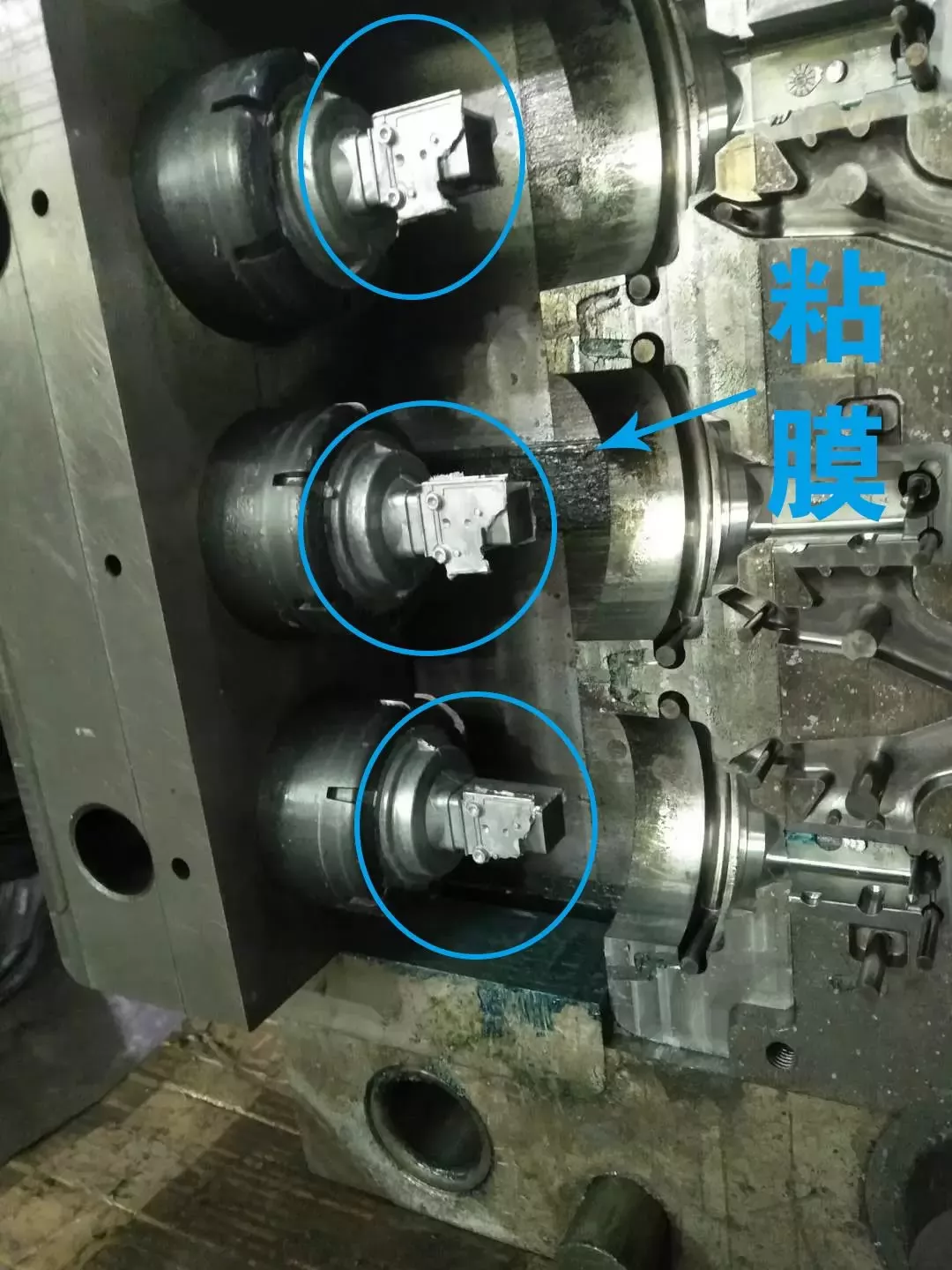
The customer did not make a coating of 100 molds⬆
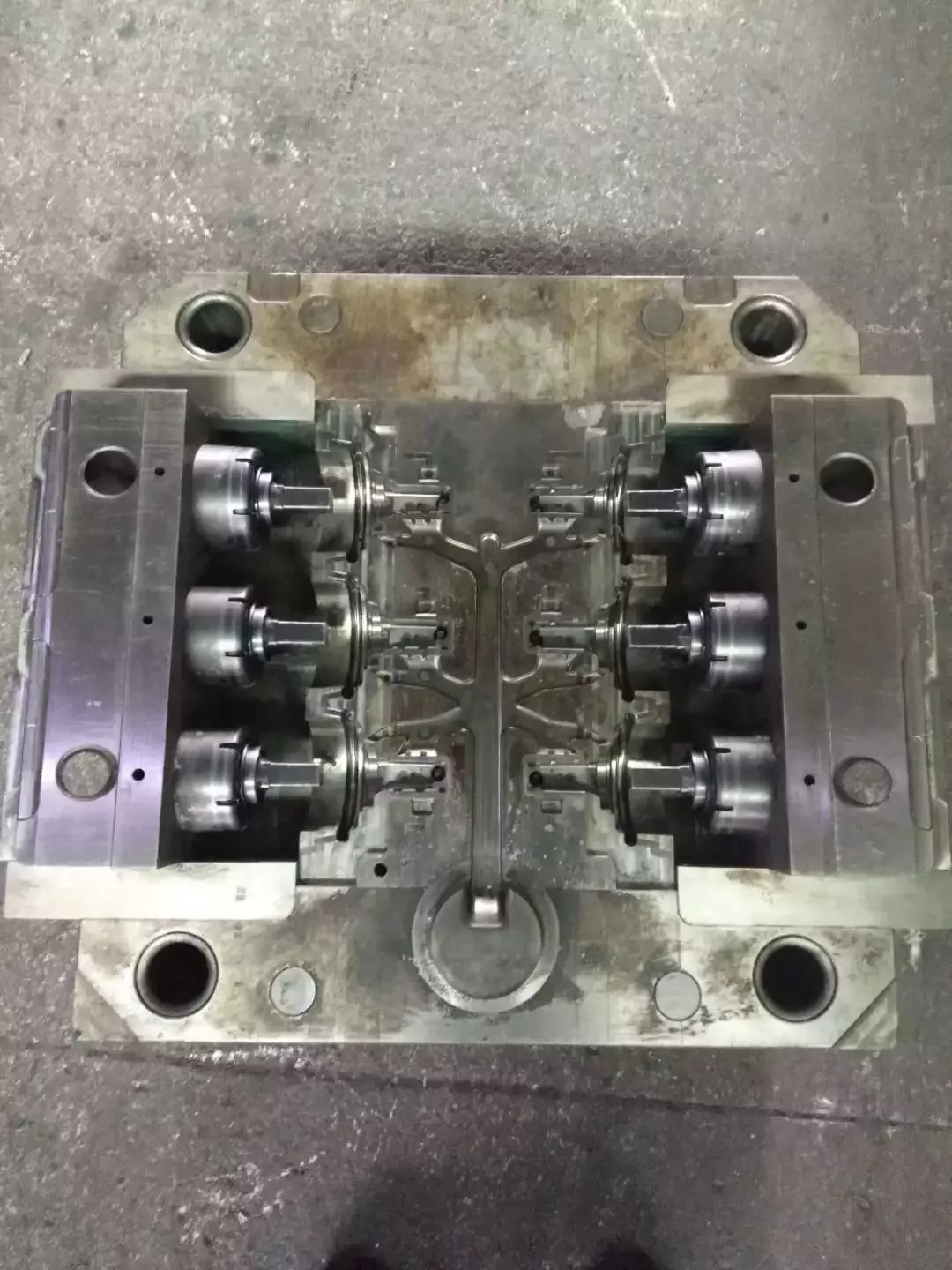
Mold coating production of about 25,000 mode renderings⬆
Copyright statement: The content of the article is extracted from the network. If there is any infringement, please contact us to delete it!

.png)


.png)
.png)
.png)

.png)


.png)

.png)

 +86-574-83008051
+86-574-83008051 sales@innovaw.com
sales@innovaw.com







.png)

