Magnesium and its alloys have good application prospects in 3C products, transportation, aerospace and other fields due to their high specific strength, good vibration damping and heat dissipation, excellent electromagnetic shielding, good casting process performance and easy recycling. . Currently, 90% of magnesium alloys used in engineering applications are formed by die casting. During die-casting production, for thin-walled and complex-shaped parts, it is difficult to not only meet the integrity of the casting filling, but also ensure that the casting has good performance. At present, numerical simulation software is often used in production to predict the filling and solidification processes and defects of die casting in order to optimize process design and parameter settings.
For the purpose of engineering application, in view of the special solidification characteristics of magnesium alloy, the structural analysis of the motorcycle crankcase right cover was carried out. With the help of orthogonal tests and the use of Anycasting2.4 software, the die-casting filling and solidification process of the parts was simulated, and through Observe the filling situation of molten metal, predict and analyze the general rules of internal defects of die castings, find the factors that have the greatest impact on the quality of die castings, and based on this, optimize the process parameters to reduce the occurrence of internal defects to a certain extent. , in order to provide a reference for the die-casting production of similar structural parts.
The normal service temperature of the motorcycle crankcase right cover exceeds 120°C, which requires high density and strength. The outline size of the die casting is 265.06mm×471.41mm×110.00mm. The shape of the casting is relatively complex, and the wall thickness varies greatly. The thinnest is 3.8mm and the thickest is 18mm, which puts forward higher requirements for process design and parameter setting.
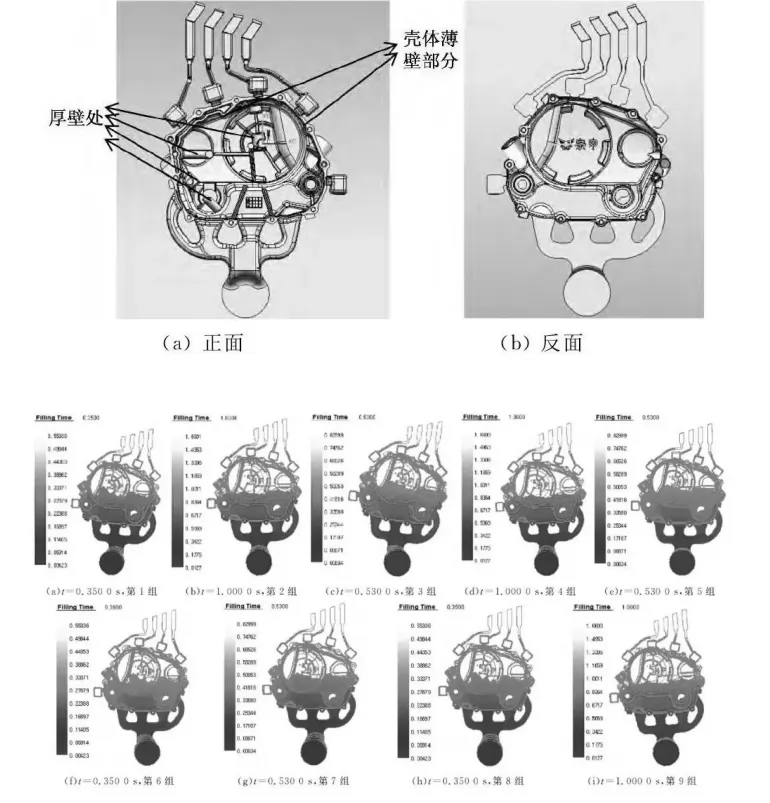
Shrinkage cavities and shrinkage porosity defects appear in parts with larger wall thickness of castings. This is mainly because the uneven wall thickness in these parts creates hot spots where molten metal gathers. Since the shrinkage cavities and porosity generated when magnesium alloy die castings solidify under high pressure are related to the shape and structure of the castings, shrinkage cavities and shrinkage porosity generally occur on the thick wall side of the connecting area between thin and thick walls. When the thickness of the casting is uneven, the solidification speed is different. The shell is thinner and solidifies before the thick-walled area. At this time, the thick-walled area is difficult to be fed by the external alloy liquid, so shrinkage holes in the casting will appear concentrated in the hot spots where the molten metal finally solidifies and accumulates.
2. Research conclusion
(1) During the process of filling the mold cavity with molten metal, the slow injection speed has the most significant impact on the filling time. The greater the slow injection speed, the shorter the filling time, and the more unstable the molten metal, which can easily cause inclusions, shrinkage holes, etc. Defects such as shrinkage and porosity.
(2) During the solidification process, the mold temperature has the most significant impact on the solidification time. The higher the mold temperature, the smaller the temperature difference between the molten metal and the mold, and the longer the solidification time.
(3) The slow injection speed has the greatest impact on the maximum solidification rate. The greater the slow injection speed, the smaller the temperature drop in the pressure chamber. The higher the temperature reaching the inner gate, the greater the temperature difference with the mold, and thus the greater the solidification rate. This also affects the setting time to some extent.
(4) The distribution of shrinkage cavities and shrinkage porosity defects in castings shows that the four factors have similar effects on die-casting defects, and defects appear in thick walls near thin-walled shells.

.png)


.png)
.png)
.png)

.png)


.png)

.png)

 +86-574-83008051
+86-574-83008051 sales@innovaw.com
sales@innovaw.com







.png)

