Temperature and pouring system
A
B
The design of the feed and overflow system (ie, the pouring system) of die-casting products is a very professional technology.
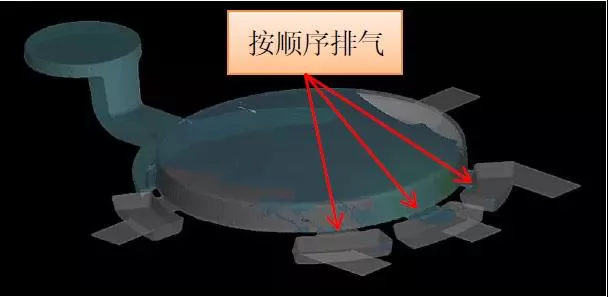
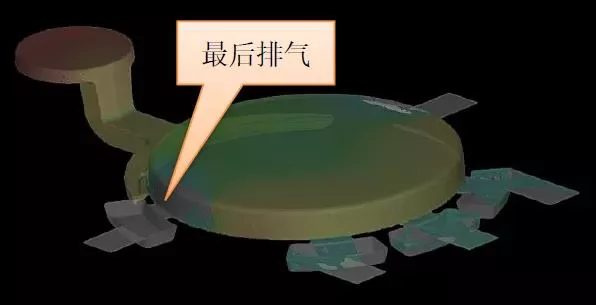
First, the process parameters (filling time and speed) of die-casting production are determined according to the types of materials, structural characteristics, technical requirements and average wall thickness of the product. Then, calculate the area of the feed opening based on the weight of the product. Next, the design of the flow channel and slag discharge can be carried out.
The determination of process parameters is very important. If the area of the inlet is determined by feeling alone, it is likely that the product can be filled only at a high speed.
For materials with relatively poor fluidity, if the gate area is not changed accordingly. Then, the defects of the product can only be solved by increasing the temperature of the material liquid and accelerating the filling speed.
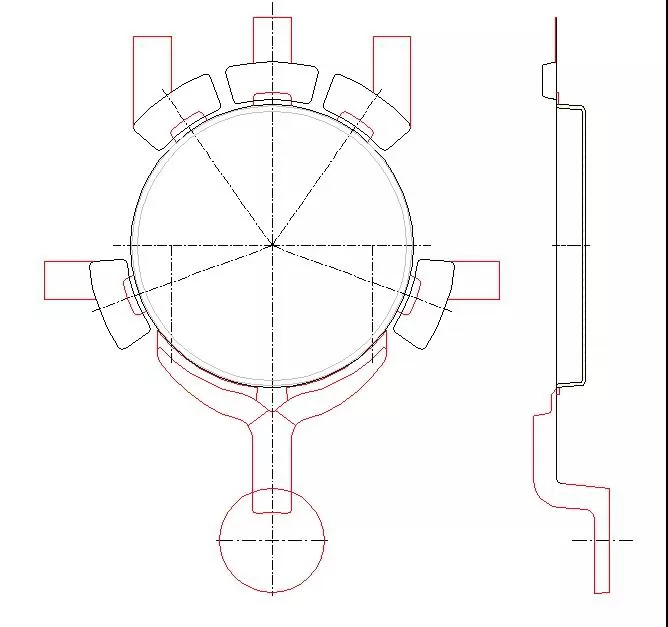
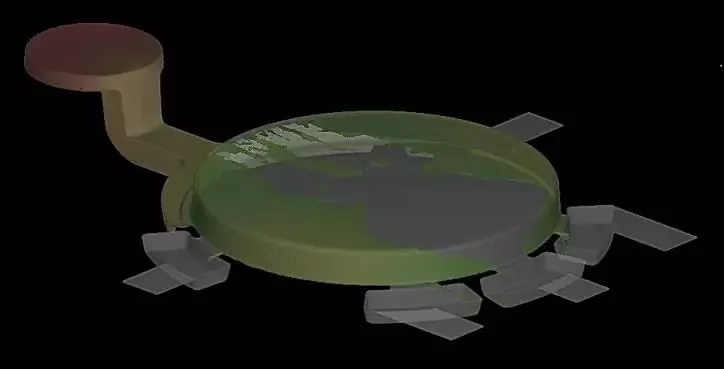
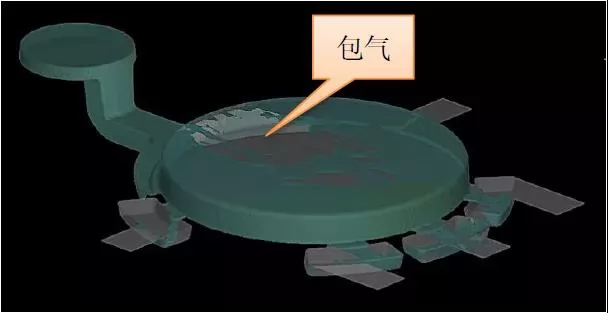
The form of the runner is one of the determinants of the filling state. As shown in Figures A and B above, the width and thickness of the inlet are exactly the same. However, the effect of filling is completely different. Figure A is filled from the outside to the inside. Due to the entrainment of air, the resistance increases, and it is natural for cold insulation or undercast to occur. The solution is to speed up the filling speed. It is also difficult to calculate how much speed should be increased.
In the above three cases, the heat generated by the increase of the flow rate will cause a large increase in the surface temperature of the mold and a decrease in the thermal strength performance.
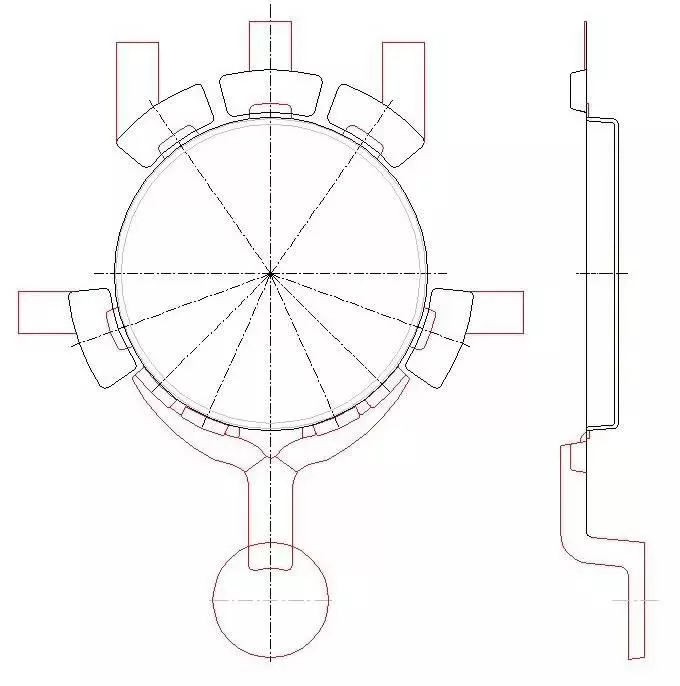
This is not the case for the filling of graph B. Therefore, the temperature of the material in Figure B will be lower than that in Figure A, the working environment will be better, the chance of erosion and corrosion will be less, the crack will appear later, and the mold life will be longer.
Heating and cooling of the mold
1.Heating of mold
At present, there are three main methods for mold preheating. Filling heating, gas heating, oil temperature heating. Although all three can achieve the purpose of heating up, the impact on the material is very different.
Filling and heating, through the slow and low pressure filling, directly transfer the heat of the liquid to the mold surface. The temperature of the die casting aluminum alloy material liquid is generally 630 ° C to 650 ° C. The mold surface receives heat at such a temperature from room temperature all at once. The stress caused by the surface thermal expansion and the difference from the internal temperature is very large.
Gas heating is by burning coal gas. Although the heat is also transferred from the outside to the inside, there is a gradual heating process. The temperature difference between the surface and the interior is not so great, and the resulting stress is not so great.
Oil temperature heating is performed by feeding high temperature oil into the mold. Heat travels from the inside out. And it takes a long time. In this way, the temperature difference between the surface and the interior is basically eliminated, and the stress generated will be small.
Therefore, oil temperature heating should be selected first, followed by gas heating, and finally filling heating.
2.Mold cooling
After the product ejection, the heat staying at the die, respectively, is carried away by the air, coating and cooling water or oil.
It runs through the inside of the mold with water or an oil heat away, so that the surface cooling is gradually performed. Just pay attention to not let the cooling channels from sharp edges or type bit too close, there will not be much problem.
The main effect of the coating is to make the mold surface with a layer of protective film to prevent sticking mold. If the spray as the primary cooling means, is greatly wrong. Immediately after filling a large number of spraying, so the material is quenched. Some also specialize in shunt cone and runner multi-spray a few. Because they believe that this temperature maximum, so to spray more than a few times, ensure that the temperature can drop down. In fact, due to the flow channel and the divider cone is in the bottom of the mold, the coating liquid above to go through the lower flow away. Focus "attention", it is likely to have exceeded your desired value. In the next cycle, the greater the resulting stress. This is why the cracks often first appear in one of the reasons the flow channel.
Mold failure, usually because of stress concentration, the thermal strength of the material decreases due to cracking, cracking, erosion, one of corrosion, and so on, and the rapid expansion caused. Improve the structure and gating system design, the most advantageous method of cooling is to prevent premature these phenomena. Otherwise, even the best quality steel, will be because beyond the limits of its toughness and strength of severely shorten the life of the mold.
In fact, these measures and ways to improve, are to carry the surrounding temperature of the main line. Whether direct or indirect methods, the goal is the temperature should be controlled in a reasonable range. Let the work environment does not exceed the carrying capacity of the material, to ensure the normal life of the mold. Therefore, temperature control is one of the most important means to extend the life of the die.
Copyright statement: The content of the article is extracted from the network. If there is any infringement, please contact us to delete it!

.png)


.png)
.png)
.png)

.png)


.png)

.png)

 +86-574-83008051
+86-574-83008051 sales@innovaw.com
sales@innovaw.com







.png)

