High-pressure die casting (HPDC) is a manufacturing process in which molten metal is injected into a steel mold, or die, at high pressure and speed. It is widely used for creating precise, high-quality metal components with excellent surface finishes and complex geometries. This process is commonly applied in the production of parts made from lightweight metals like aluminum, magnesium, and zinc.
Aluminum High Pressure Die Casting in Innovaw
Our high pressure die casting production line include 20 hot-chamber and cold-chamber die casting machines, ranging from 280 to 3,000 tons, with brands such us Swiss BUHLER, Japanese Toshiba and Chinese L.K. etc.
Our high pressure die casting products cover automotive parts, communication equipment, eletric motor housing, home appliance parts, LED lighting parts, heat sink, etc. Products size range from 10x20mm to 800x1100mm, weight ranging from 10g to 20Kg, daily production capacity 16-20 tons.
Material Scope:
Aluminum:
ASTM-A413, A360, A380, A383
JIS-ADC1, ADC3, ADC10, ADC12
DIN-AlSi12, AlSi10Mg, AlSi8Cu3, AlSi11Cu3, AlSI10MnMg, AlSi10Mn, AlSi9Cu3, AlSi11Cu2
ENAC-44100, 43400, 46000, 46400, 43500, 46500
K-Alloy
Zinc:ZnAl4, ZnAl4Cu0.4, ZnAl4Cu1, ZnAl4Cu3, #2, #3, #5, #7
Magnesium:AZ91D, AM60B
In order to better provide one-stop service to our customers, Innovaw continues to maintain a high investment in research and development in the field of high pressure die casting.
We will continue to introduce industry advanced high pressure die casting equipment. We continue to improve the details of our high pressure die casting process in practice, pursuing every ounce of progress.
We continue to study the material properties and the best application of different materials in the field of high pressure die casting.
What Is High Pressure Die Casting (HPDC)?
High-pressure die casting (HPDC) is a manufacturing process in which molten metal is injected into a steel mold, or die, at high pressure and speed. It is widely used for creating precise, high-quality metal components with excellent surface finishes and complex geometries. This process is commonly applied in the production of parts made from lightweight metals like aluminum, magnesium, and zinc.
1. Key Characteristics
High Pressure: Molten metal is injected into the die under pressures ranging from 1,500 to 30,000 psi (10 to 200 MPa). This ensures the material fills all details of the mold.
Rapid Production: HPDC allows for short cycle times, often less than a minute, making it ideal for mass production.
Complex Geometries: The process enables the creation of intricate shapes with tight tolerances and smooth surfaces.
Thin Walls: Components can be produced with thinner walls compared to other casting methods, reducing material usage.
Surface Quality: The resulting parts have high-quality finishes, often reducing or eliminating the need for secondary machining or polishing.
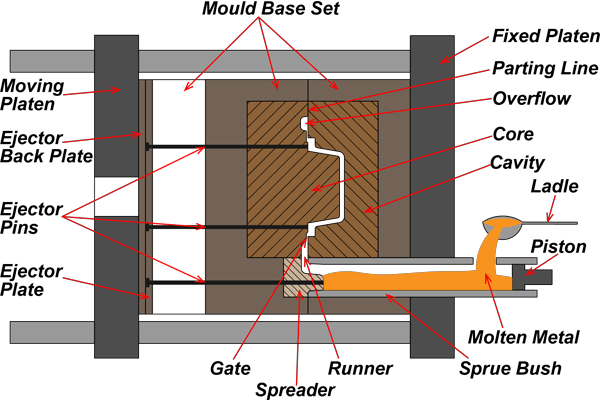
2. The Process of HPDC
Die Preparation: The steel mold is cleaned and lubricated to ensure smooth metal flow and part ejection.
Metal Injection: Molten metal is injected into the die cavity at high speed and pressure.
Solidification: The metal cools and solidifies quickly within the mold, aided by water or oil cooling systems.
Ejection: Once solidified, the part is ejected from the die.
Trimming and Finishing: Excess material (flash) is removed, and additional finishing processes, if needed, are applied.
3. Advantages of HPDC
High Precision: Produces components with tight dimensional tolerances.
Efficiency: Low per-part cost in high-volume production.
Material Savings: Minimal waste compared to other casting methods.
Strength and Light Weight: Especially for aluminum and magnesium parts.
4. Common Applications of HPDC
Automotive Industry: Engine blocks, transmission cases, and wheels.
Electronics: Housings for laptops, smartphones, and cameras.
Consumer Goods: Components for appliances and furniture.
Aerospace: Lightweight structural parts.
5. Limitations of HPDC
Initial Costs: High tooling and equipment costs make it cost-effective only for large-scale production.
Material Limitations: Typically limited to non-ferrous metals due to die material constraints.
Size Constraints: More suited for small-to-medium-sized components.

.png)


.png)
.png)
.png)

.png)


.png)

.png)

 +86-574-83008051
+86-574-83008051 sales@innovaw.com
sales@innovaw.com









.png)

